ПРОСТРАНСТВЕННАЯ РАЗМЕТКА
В практике слесарно-инструментальных работ особое внимание уделяется пространственной разметке на поверхностях заготовок сложных профилей, расположенных в различных плоскостях и под разными углами. Такую разметку выполняют от какой-либо исходной поверхности или разметочной риски, взятой за базу.
Для того чтобы правильно разметить заготовку, необходимо отчетливо представлять ее назначение. Поэтому кроме чертежа детали следует изучить сборочный чертеж и ознакомиться с технологией изготовления детали. Большое значение имеет правильный выбор баз, который зависит от : конструктивных особенностей и технологии изготовления : детали и определяет качество разметки.
Базу выбирают, руководствуясь следующими правилами; если заготовка имеет хотя бы одну обработанную поверхность, ее принимают за базу; если обрабатываются не все поверхности, то за базу принимают необработанную поверхность; если наружные и внутренние поверхности не обработаны, то за базу принимают наружную поверхность.
При разметке все размеры наносят от одной поверхности или от одной линии, принятой за базу. Перед разметкой необходимо определить порядок обработки заготовки и в зависимости от этого составить для себя план ее комбинированной разметки, т. е. очередность применения разметочных приспособлений и вспомогательного инструмента. Кроме того, нужно иметь в виду, что те места заготовки, где будут наноситься разметочные риски, нужно окрасить . мелом, краской или медным купоросом.
Приспособления с одинарными и двойными магнитами обеспечивают быструю установку и закрепление размечаемых заготовок в наиболее удобном положении. Заготовку устанавливают на плоскости электромагнита, катушки которого защищены литым кожухом. На контрольной плите (рис. 12, а) установлен магнитный кубик 2 с уложенным в его пазу валиком 4. Переключателем 3 включают магнит кубика, в результате чего в нем жестко закрепляется валик, а сам кубик прижимается к плоскости плиты 1. После этого закрепляют хомутик 9 и, вращая гайку микрометрического винта 7, перемещают по стойке 8 рамку 6. Затем по нониусу 10 и шкале стойки устанавливают размер H. Перемещают по плите 1 основание 11 штангенрейсмуса, подводят чертилку 5 к боковой поверхности валика 4 и наносят первую риску, затем, переворачивая валик, — вторую риску и т. д. На рис. 12, б показано приспособление с магнитным столиком, установленным на контрольной плите 1. При разметке на столик укладывают квадратную заготовку 12 и прижимают ее к упорной планке 13. Затем переключателем 3 включают, магнит столика. Закрепляют хомутик 9 на стойке штангенрейсмуса и, вращая гайку микрометрического винта 7, перемещают рамку 10. По нониусу рамки и шкале стойки устанавливают размер H. После этого перемещают основание 11 штангенрейсмуса по плите, подводят к заготовке чертилку 5 и производят разметку. Нанесение горизонтальных рисок на торцовых поверхностях цилиндрических деталей производят также на призме 2 (рис. 13, а) с установленным на ней трехкулачковым патроном с угломерным диском 5, смонтированным на зубчатом колесе 13. Призму устанавливают на плиту 1 и закрепляют деталь 6 в трехкулачковом патроне 12. Затем по шкале штанги 7 и нониусу 9 штангенрейсмуса устанавливают чертилку 11 на размер Н и винтами закрепляют хомутик 5 и рамку 10. Установив размер на штангенрейсмусе, подводят чертилку к торцовой поверхности и прочерчивают первую горизонтальную риску. Затем маховичком 3 поворачивают через зубчатые колеса 4 я 13 размечаемую деталь на заданный угол и прочерчивают чертилкой вторую риску на торцовой поверхности детали.
Разметку цилиндрической поверхности деталей производят аналогично, при этом призму устанавливают на плите горизонтально, так чтобы ось трехкулачкового патрона с заготовкой располагалась вертикально (рис. 13, б).
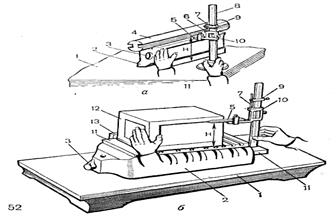
Рис. 12. Нанесение штангенрейсмусом прямолинейных рисок на поверхности валика (а) и на заготовке прямоугольного сечения (б)
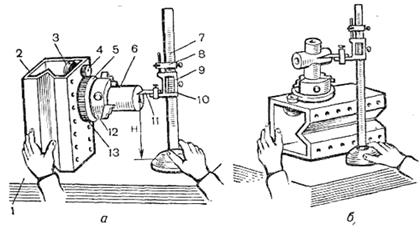
Рис. 13. Нанесение штангенрейсмусом горизонтальной риски на поверхности детали, установленной в трехкулачковом патроне: а — на торцовой поверхности; б — на цилиндрической поверхности.
На рис. 14 изображен прием разметки нескольких однотипных контуров заготовки по шаблону от базовой поверхности. Разметочный шаблон (рис. 14, а) толщиной 15 мм изготовлен из стали 45. На рис. 14, б показан прием разметки контура матрицы штампа с помощью этого шаблона.
Прежде чем приступить к разметке контура матрицы Л наносят контрольные риски в центре. Затем прикладывают к ним шаблон 3, берут чертилку 2, прикладывают ее острие к боковой плоскости шаблона, и прочерчивают его контур-так, чтобы нанесенные риски контура были хорошо видны. На рис. 14, в показан комбинированный способ разметки контура шаблона 5. Шаблон приставлен с помощью захвата 7 к плоскости контрольного угольника 9 и уложенного на двух блоках плиток концевых мер 11 и 12 в таком положении, чтобы контрольные риски центра отверстия и квадратного окна были параллельны горизонтальной плоскости плиты 10.
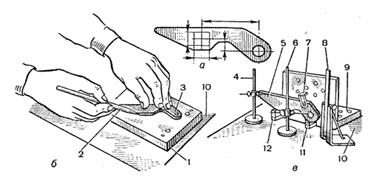
Рис. 14. Приемы разметки: а — шеблон; б — разметка контура матрицы штампа по шаблону; в — комбинированный способ установки и разметки контура шаблона
Разметку профиля шаблона производят одновременно двумя рейсмусами: 4 и 6, при этом острие чертилок рейсмусов устанавливают на требуемый размер по штриху установочной масштабной линейки 8.
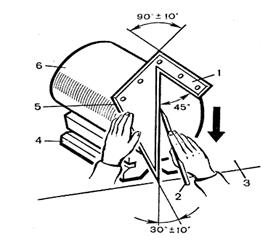
Рис. 15. Нанесение контрольной риски на торце детали с помощью специального шаблона
При нанесении и контроле вертикальных и наклонных рисок а также при проверке вертикального положения размечаемого цилиндра 6 (рис. 15), установленного на призме 4 и контрольной плите 3, пользуются специальным накладным шаблоном 5. Перед нанесением рисок на торце шаблон устанавливают так, чтобы два его штифта 1 лежали на верхней плоскости заготовки, а сам шаблон прижимают к Торцовой плоскости заготовки. Затем чертилкой 2 проводят риску (вниз, по направлению стрелки). После этого, не меняя положения призмы, детали и шаблона, прочерчивают риску под углом 45°.
Накернивание разметочных линий производят в определенной последовательности. Кернер 1 (рис. 17, а) ставят острым концом на разметочную линию, затем с помощью оптической лупы 2, вмонтированной в боек молотка 3, проверяют установку острия кернера, слегка наклоняют кернер от себя (рис. 17, б) и прижимают к нужной точке. Затем быстро устанавливают его в вертикальное положение и наносят легкий удар молотком 3 массой 100—200 г.
Центры кернов должны располагаться точно на разметочных линиях, чтобы после обработки на поверхности детали оставались отпечатки половинок кернов. Керны обязательно ставят на пересечении рисок и закруглениях. На длинных прямых линиях керны наносятся на расстоянии 20—100 мм, на коротких линиях, перегибах, закруглениях и в углах — на расстоянии 5—10 мм. Окружность достаточно керниТь в четырех местах — на. ее пересечениях — взаимно перпендикулярными осями. Керны, нанесенные неравномерно, а также не на самой риске, не обеспечивают возможности контроля. На обработанных поверхностях Деталей керны наносят только на концах линий. Иногда на чисто обработанных поверхностях риски не накернива-ют, а продолжают их на боковые поверхности и накерни-вают там.
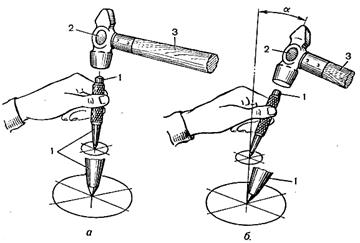 Рис. 17. Приемы кернения
Рис. 17. Приемы кернения
Брак при разметке и меры его предупреждения
В процессе разметки может обнаружиться брак заготовки по вине заготовительных цехов (литейных, кузнечных и др.): литые заготовки и поковки не соответствуют размерам чертежей, имеют перекосы, искривления и т. п. Причины брака, непосредственно зависящие от слесаря-инструментальщика или разметчика.
1. Неправильное чтение чертежа, приводящее к ошибкам в разметке. Слесарь или разметчик обязан тщательно разобраться в чертеже и при необходимости обратиться за помощью к бригадиру или мастеру.
2. Ошибки в размерах из-за неправильных измерений заготовки или в тех случаях, когда часть размеров слесарь размечает от черновых необработанных поверхностей деталей, а часть — от базовых поверхностей.
3. Ошибки при установке детали без выверки, приводящие к перекосам, а следовательно, и к неправильной раз метке. В этих случаях необходимо особо внимательно производить установку и выверку заготовок на разметочной плите.
4. Неправильное использование приспособлений. На пример, вместо мерных подкладок под заготовки слесарь подложил нестандартные подкладки или неправильно наложил шаблон и т. д.
5. Неточность установки разметочного инструмента и приспособлений на заданный размер. Причиной такого брака является невнимательность или неопытность слесаря или разметчика, грязная поверхность плиты, инструмента или заготовок.
6. Небрежное выполнение разметки по вине слесаря. Например, на чертеже указан размер радиуса, а слесарь или разметчик отложил диаметр, неправильно расположил отверстия по отношению к центровым рискам, неточно уста новил ножки циркуля и т. П
Нарезание резьбы
Профиль и элементы резьбы
Если на цилиндр 1 (рис. 18, а) навернуть фольгу, вырезанную в виде прямоугольного треугольника 2, один катет которого (сторона АВ), равный длине окружности основания цилиндра, совпадает с этой окружностью, то гипотенуза (сторона АС) образует на цилиндрической поверхности кривую.. Такую кривую называют винтовой линией. Если для завинчивания подобной резьбой винт (или гайку) надо вращать вправо, т. е. по ходу часовой стрелки, то резьба называется правой. При левой резьбе винт или гайку для завинчивания надо вращать влево, т. е. против хода часовой стрелки. Расстояние (по высоте цилиндра), на протяжении которого винтовая линия делает один оборот (длина катета ВС) называется шагом винтовой линии. Угол, под которым поднимается винтовая линия (угол между катетом А В и гипотенузой Л С), называется углом подъема винтовой линии.
Нарезание резьбы — операцию получения на заготовке винтовой линии — выполняют вручную либо на станках. Резьба бывает наружная (на стержне) и внутренняя (в отверстии) и имеет следующие основные элементы: профиль, угол профиля, шаг, наружный, средний и внутренний диаметры (рис. 18, б — ё).
Углом профиля резьбы а называется угол между прямолинейными участками сторон профиля резьбы.
Шагом резьбы Р называется расстояние (мм) между вершинами двух соседних витков, измеряемое параллельно оси резьбы. У треугольной резьбы шагом является расстояние между вершинами двух витков.
Высотой профиля резьбы называется расстояние от вершины резьбы до основания профиля, измеряемое перпендикулярно оси болта.
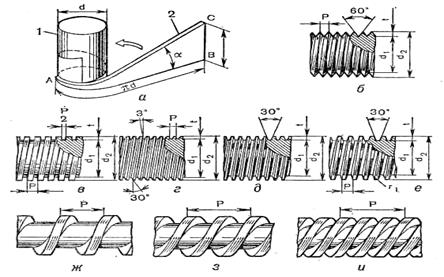
Рис. 18. Схема винтовых линий: а — развертка винтовой линии; б — цилиндрическая трехугольная резьба; в — цилиндрическая квадратная резьба; г — цилиндрическая прямоугольная резьба; д — цилиндрическая трапецеидальная резьба; е — цилиндрическая круглая резьба; ж — однозаходная резьба; з — двухзаходная резьба; и — трехзаходная резьба
Основанием резьбы (впадиной) называется участок профиля резьбы, находящийся на наименьшем расстоянии от оси.
Глубиной резьбы t называется расстояние от вершины резьбы до ее основания, т. е. высоты уступа.
Наружным диаметром d2 резьбы называется наибольший диаметр, измеряемый по вершине резьбы перпендикулярно оси.
Средним диаметром называется диаметр условной ок- " ружности, проведенной посредине профиля резьбы между дном впадины и вершиной выступа перпендикулярно оси винта.
Внутренним диаметром резьбы d± называется наименьшее расстояние между противоположными основаниями резьбы, измеренное в направлении, перпендикулярном оси болта.
Профиль резьбы зависит от формы режущей части инструмента, с помощью которого нарезается резьба. Чаще всего применяют цилиндрическую треугольную резьбу (рис. 18, б). Ее обычно называют крепежной и нарезают
на крепежных деталях; например на шпильках, болтах, гайках. Треугольные резьбы бывают коническими; они дают возможность получить плотное соединение. Эти резьбы встречаются на конических пробках, в арматуре.
Прямоугольная резьба (рис. 18, в) имеет прямоугольный (квадратный профиль).
Упорная резьба (рис. 18, г) имеет в сечении профиль неравнобокой трапеции с рабочим углом при вершине 30°. Основания витков закруглены, что обеспечивает в опасном сечении достаточно высокую прочность. Поэтому данную резьбу применяют в тех случаях, когда винт должен передавать большую одностороннюю силу (в винтовых прессах, домкратах и т. п.). По ГОСТ 10177—62 упорные резьбы делятся на крупную диаметром 22—400 мм и шагом 8—48 мм, упорную нормальную диаметром 22—300 мм и шагом 5— 24 мм и упорную мелкую диаметром 10—650 мм и шагом 2—48 мм.
Трапецеидальная резьба (рис. 18, д) имеет сечение в форме трапеции с углом профиля 30°. Она характеризуется мень-. шим коэффициентом трения и применяется для передачи движения или больших сил (в ходовых винтах металлорежущих станков, в домкратах, прессах и т. п.). Витки трапецеидальной резьбы имеют наибольшее сечение у основания, что обеспечивает высокую прочность ее и удобство при нарезании. Основные элементы трапецеидальной резьбы стандартизованы (ГОСТ 9484—81).
Круглая резьба (рис. 18, е) имеет профиль, образованный двумя дугами, сопряженными с небольшими прямолинейными участками и углом 30°. В машиностроении такую резьбу используют редко, главным образом в соединениях, подвергающихся сильному изнашиванию в загрязненной среде (арматура пожарных трубопроводов, вагонные стяжки, крюки грузоподъемных машин и т. п.).
В машиностроении чаще всего применяют правые резьбы. Они бывают одно- и многозаходные. У однозаходной резьбы (рис. 18, ж) на торце винта или гайки виден только один конец витка у двухзаходной (рис. 18, з) — два витка, у трех-заходной (рис. 18, и) — три витка и т. д.
Однозаходные резьбы имеют малые углы подъема винтовой линии, характеризуются большим коэффициентом трения и применяются там, где требуется надежное соединение (для крепежных резьб).
У многозаходных резьб угол подъема винтовой линии значительно больше, чем у однозаходных. Такие резьбы
применяют в тех случаях, когда необходимо быстрое перемещение по резьбе при наименьшем трении. У многозаход-ных резьб (рис. 18, з, и) ход резьбы равен шагу Р, умноженному на число заходов. У однозаходной резьбы ход (рис. 18, ж) равен шагу Р.
Инструмент и способы нарезания наружной резьбы
Для нарезания наружной резьбы как вручную, так и на станках, применяют плашки. Они могут быть круглыми, накатными и раздвижными (призматическими), а также цельными, раздвижными и составными. Круглая плашка предназначена для нарезания резьб невысокой точности за один проход. Рабочая часть круглой плашки имеет с обоих торцов режущие (заборные) элементы, что позволяет нарезать резьбу как одной, так и другой стороной. Поскольку плашка не имеет хвостовика, для ее установки и закрепления на наружной поверхности выполняются гнезда, в которые входят крепежные винты, прижимающие плашку к плашкодержателю. Для выхода стружки в плашках выполняют стружечные отверстия или пазы, число которых для резьб диаметром от 2 до 52 мм колеблется от трех до семи.
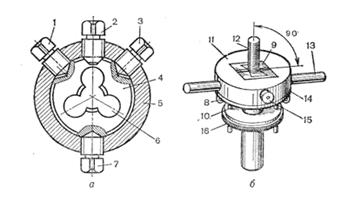
Рис. 19. Плашка с плашкодержателем (а) и приспособледие (б) для нарезания наружной резьбы.
Плашка 4 (рис. 19, а) со специальными вырезами 6 крепится в плашкодержателе 5 или в воротке тремя либо четырьмя винтами в зависимости от ее размеров и условий эксплуатации. Один или два винта 7 служат для закрепления, винты 1 и 3—для закрепления и сжатия плашки при регулировании ее размера после прорезания перемычки. Разжимается плашка с помощью винта 2.
При нарезании резьбы плашкой надо иметь в виду, что в процессе образования профиля резьбы металл «тянется», давление на поверхность плашки повышается, что приводит к ее нагреву и прилипанию частиц металла; поэтому резьба может .получиться рваной. Имеются устройства для предотвращения этого дефекта. Определенный интерес представляет вороток для установки и крепления плашек (рис. 19, б) с дополнительным направляющим кольцом 16, которое помогает выдерживать направление на цилиндрических заготовках 12 (стержней, толкателей пресс-форм и винтов, съемников штампов). Дополнительное устройство можно использовать в обычных воротках.
Во внутренней части обоймы 1 воротка имеется обработанное квадратное окно со вставленными призматическими плашками. На боковой стороне обоймы установлен винт 15, прижимающий плашки 9 во время работы, а с боковых сторон обоймы в корпус И ввернуты две ручки 13 для захвата руками. В нижней части обоймы установлена шайба 14, закрепленная винтами 8, и два направляющих штифта 10, по которым перемещается кольцо 16.
На рис. 19 показан реверсивный предохранительный патрон для нарезания резьб в глухих отверстиях диаметром'5—То мм. Патрон состоит из корпуса 3, хвостовика 4, держателя 2 метчика 15, шестерен 1, регулировочного кольца 5. Хвостовик патрона соединяется с корпусом фрикционным узлом, состоящим из регулировочного кольца 5, гайки 6, шарниров 7 и опорного кольца 8. Для облегчения регулировки патрона при заданном крутящем моменте на регулировочном кольце имеется тарировочная шкала', а на корпусе 3 — риска. Внутри корпуса скользит держатель 2 метчика, который с помощью шпонки 9 и штифтов 10 соединяется с втулкой 11 и корпусом. Метчик зажимается между верхним и нижним вкладышем держателя 2. На осях 12 и опорной втулке 13 установлены зубчатые колеса. В опорной втулке- закреплен стержень 14, служащий поводком. При нарезании резьбы метчик перемещается в направлении подачи под действием сил самозатягивания. При вывертывании метчика во время подъема шпинделя вверх шпонка 9 выходит из зацепления с втулкой 11 и, опускаясь, входит в зацепление с шестерней /, которая вращает метчик с держателем в обратную сторону. Механический патрон предохраняет метчик от поломок, повышая производительность труда при нарезании резьбы на станках.
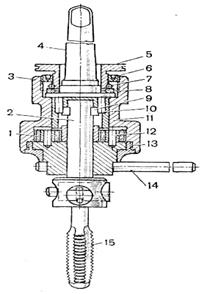
Рис. 19. Предохранительный реверсивный патрон.
Правила нарезания резьбы метчиком.
1. При нарезании резьбы в глубоких отверстиях, в мягких и вязких металлах (медь, алюминий, баббиты и др.)
метчик необходимо периодически вывертывать из отверстия и очищать от стружки.
2. Нарезать резьбу следует поочередно полным набором метчиков; использование среднего метчика без прохода черновым, а затем чистовым не ускоряет, а затрудняет работу; резьба в этом случае получается некачественной, а метчик может сломаться. Средний и чистовой метчики вводят в отверстие без воротка, и только после того, как метчик пройдет правильно по резьбе, накладывают вороток и продолжают нарезание 3. Глухое отверстие под резьбу нужно делать на глубину, несколько большую, чем длина нарезаемой части, с таким расчетом, чтобы рабочая часть метчика выходила за пределы нарезаемой части. Если такого запаса не будет, резьба получится неполной. 4. В процессе нарезания необходимо проверять с помощью угольника положение метчика по отношению к верх
ней плоскости изделия. Особенно осторожно нужно нарезать резьбу в мелких и глухих отверстиях. 5. На качество резьбы и на стойкость инструмента влияет правильный выбор смазочно-охлаждающей жидкости (СОЖ). Чтобы получить чистую резьбу с правильным профилем и не испортить метчик, необходимо при нарезаний применять в качестве СОЖ, например, разведенную эмульсию (1 часть масла на 160 частей воды). При нарезании внутренней резьбы в деталях из стали и латуни можно применять льняное масло, в деталях из алюминия — керосин, в деталях из меди —скипидар. Нарезание резьбы в деталях кз бронзы, а также из чугуна следует производить без СОЖ.
При нарезании резьбы нельзя употреблять в качестве СОЖ машинные и минеральные масла, так как они увеличивают сопротивление метчику или плашке во время работы, отрицательно влияют на шероховатость поверхностей отверстий и инструмента.
Нарушение правил нарезания резьбы метчиком приводит к браку резьбы и поломке метчика, который остается в отверстии. Имеется несколько способов и устройств извлечения метчиков. На рис. 21 показана трехштырьковая вилка для вывертывания сломанных метчиков из нарезаемого отверстия. Перед вывертыванием осколка метчика 4 из детали 3 нужно в отверстие залить керосин, чтобы смягчить вывертывание, после чего отвертку / вставляют в шлиц вилки 2 и осторожно, с раскачиванием, выворачивают осколок сломанного метчика.
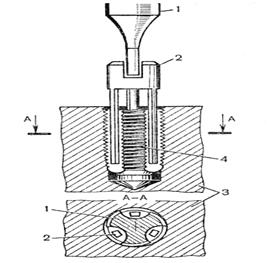
Рис. 21. Вилка для вывертывания сломанных метчиков из нарезаемого отверстия.
 Инструмент и способы нарезания внутренней резьбы
Инструмент и способы нарезания внутренней резьбы
В машиностроении широко используют высокопроизводительные методы нарезания резьб на металлорежущих станках с помощью резьбонарезного инструмента, а также с помощью инструментов для накатывания и др. Однако в практике при обработке деталей и изделий инструментального производства в большинстве случаев приходится нарезать резьбу вручную. Для этого применяют метчики различной конструкции.
В зависимости от назначения метчики делят на ручные, машинно-ручные, гаечные и плашечные. В зависимости от профиля нарезаемой резьбы метчики делят на пять типов: для метрической, дюймовой, трубной, трапецеидальной и конической резьб. Метчик состоит из двух основных частей: рабочей и хвостовой.
Рабочая часть представляет собой винт с несколькими продольными прямыми или винтовыми канавками. Направление канавок может быть правым (метчик с левой резьбой) и левым (метчик с правой резьбой). Рабочая часть метчика служит для нарезания резьбы. Метчики с винтовыми ка-навкаыи применяются для нарезания точных резьб.
Рабочая часть метчика состоит из заборной и калибрующей частей. Заборная (или режущая) часть обычно делается в виде конуса, она производит основную работу при нарезании резьбы. Калибрующая часть служит для зачистки резьбы, имеет цилиндрическую форму с обратным конусом и направляет метчик при нарезании.
Режущие зубья метчика выполнены в форме резцов, расположенных по окружности. Зубья метчика имеют все режущие элементы. Канавки — углубления между режущими зубьями — предназначаются для образования режущих кромок, а также выхода стружки, образовавшейся при нарезании резьбы. Метчики диаметром до 20 мм обычно изготовляют с тремя, а диаметром от 22 до 52 мм — с четырьмя канавками. Специальные метчики не имеют канавок на калибрующей части.
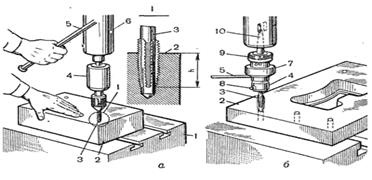
Рис. 22. Приемы нарезания резьбы механическим метчиком (а) и с помощью автоматической головки (б).
Хвостовая часть метчика выполнена в виде стержня с квадратом на конце, она служит для закрепления метчика в патроне или воротке.
На рис. 22, а показан способ нарезания резьбы в отверстии матрицы 2 с помощью механического метчика на резьбонарезном станке. Перед работой необходимо проверить состояние станка. Затем закрепляют метчик 5 в трехкулач-ковом патроне 4, после чего хвостовик патрона вставляют в конус шпинделя 6 станка. По шкале масштабной линейки и нониусу шпиндельной головки устанавливают требуемую глубину нарезания резьбы. После этого прижимают матрицу к плоскости стола 1 станка, подводят к метчику и, захватывая рукоятку 5 шпиндельной головки станка, осторожно направляют метчик в отверстие матрицы и НЕ ,. ают резьбу. Когда метчик достигнет глубины h, станок автоматически переключается на обратный ход и метчик выходит из обработанного отверстия.
На рис. 22, б показан способ нарезания резьбы в с ^ер-стии матрицы штампа при помощи резьбонарезной автоматической головки, установленной на сверлильном станке. Внутри головки вмонтировано агтоматическое устройство, соединенное с храповичком хвостовика 10 и вращающимся патроном 4, в котором закреплен винтом 8 машинный метчик 3. На верхней части корпуса 7 имеется регулирующее кольцо 9 со шкалой, устанавливающей глубину резьбы в отверстии матрицы 2. При нарезании резьбы вначале, захватывая рукоятку 5, удерживают от вращения корпус с кольцом; в это время храповичок хвостовика 10, вставленный в конус шпинделя, срабаты- • вает и вращает автоматическое устройство, соединенное с патроном 4, в котором закреплен метчик. Когда метчик доходит до установленной глубины нарезаемой резьбы (по шкале кольца и нониусу корпуса), автоматическое устройство сообщает обратный ход, и метчик выходит из обработанного отверстия матрицы.
Оборудование, приспособления и приемы сверления
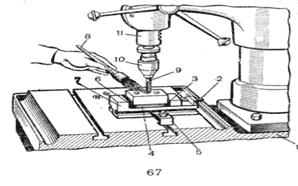
Рис. 24. Удаление стружки кистью при работе сверла.
На рис. 24 показан правильный способ крепления прижимами 5 тисков 7 на столике 1 станка и установка заготовки 4 в губках 3 и 6 тисков и крепление их винтом 2. Сверло 9 закреплено в патроне 10, установленном в шпинделе 11 головки станка. Стружку сметают кистью 8 во время сверления отверстия в заготовке 4.
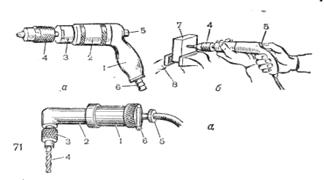
На рис. 25, а показана ручная сверлильная пневматическая машинка Д-2, которая имеет частоту вращения шпинделя 2500 об/мин при давлении воздуха в сети 0,5 МПа и массу 1,8 кг. Ротор машинки расположен в статоре эксцентрично, образуя серповидную камеру. Сжатый воздух поступает * камеру между ротором и статором и давит на рабочие лопатки, вращая ротор. При давлении воздуха в сети 0,5 МПа ротор вращается с частотой 12 000 об/мин, а редуктор понижает частоту до 2500 об/мин.
Пневматическая машинка имеет ручку /, ротор 2, насадку 3, патрон, 4, кнопку 5 и ниппель 6. С помощью удлиненных угловых и кондукторных насадок, закрепляемых на корпусе машинки, можно производить сверление в труднодоступных местах.
На рис. 25,б показан прием сверления с помощью пневматической машинки отверстий в детали 7, закрепленной в слесарных тисках 8. Взяв машинку как показано на рисунке, нажимают кнопку 5 и в процессе вращения сверла устанавливают его режущей кромкой в накерненную точку заготовки, затем, слегка нажимая на корпус, сверлят отверстие; при этом периодически проверяют положение сверла, следя за тем, чтобы оно входило в заготовку строго под углом 90° к ее поверхности.
Изнашивание и поломка сверл
Изнашивание сверл происходит в результате выкрашивания режущих кромок, вызываемого повышенными скоростями резания, недостаточным охлаждением сверла, неправильным его затачиванием (завышенные значения задних углов и ширины перемычки), недоброкачественной термической обработкой сверла (перегрев, обезуглероживание и т. д.).
Режущие кромки сверла затупляются при его длительной работе без перетачивания при повышенных скоростях реза- . ния и подачи, провертывании сверла в патроне и переходной втулке или в шпинделе. Быстрое и неравномерное изнашивание режущих кромок сверла происходит в результате высокой скорости резания, несимметричного расположения кромок (приводящего к повышенной нагрузке на одно перо сверла), перегрева сверла из-за недостаточного его охлаждения.
Разрушение ленточек происходит вследствие завышенной их ширины. Это способствует увеличению сил трения и налипанию стружки.
Поломки сверл обычно вызываются недопустимо высокой подачей (особенно для сверл малых диаметров), большой подачей при выходе сверла из сквозного отверстия, значительным износом ленточек сверла, уводом сверла, недостаточной длиной канавок для выхода стружки (вследствие чего она прессуется в канавках), образованием трещин на твердосплавной пластинке или неправильной ее установкой в корпусе сверла, неоднородностью структуры материала заготовки (наличием раковин, твердых включений и т. д.).
Основные пути предотвращения поломок сверл: правильное их затачивание, обоснованный выбор режима резания, правильная эксплуатация, надежное закрепление сверла, своевременное перетачивание сверл. Все это снижает количество поломок сверл, повышает производительность труда и качество обработки отверстий.
Брак при сверлении. При сверлении отверстий встречаются следующие основные виды брака:
1. Грубая поверхность просверленного отверстия. Получается при работе тупым или неправильно заточенным сверлом при большой подаче и недостаточном охлаждении сверла. Для предотвращения этого вида брака нужно перед началом работы проверить шаблоном правильность затачивания сверла, работать только по режимам, указанным в технологической карте, своевременно регулировать подачу охлаждающей жидкости на сверло.
2. Диаметр просверленного отверстия превышает заданный. Получается вследствие неправильного выбора раз
мера сверла, неправильного его затачивания (неравные углы у режущих кромок, режущие кромки разной длины,
смещение поперечной кромки сверла), наличия люфта ,в узле шпинделя станка и др. Для предупреждения этого
вида брака необходимо до начала работы проверять правильность затачивания сверла, выбирать сверло нужных размеров, проверять и тщательно регулировать положение шпинделя.
3. Смещение оси отверстия. Получается в результате неправильной разметки детали (при сверлении по разметке), неправильной установки и слабого крепления детали на столе станка (деталь сдвинулась при сверлений), биения сверла в шпинделе и увода сверла в сторону. Чтобы предотвратить смещение оси отверстия, нужно правильно размечать деталь и предварительно засверливать центровое углубление, проверять прочность крепления детали до начала работы, а также биение и правильность затачивания сверла.
4. Перекос оси отверстия. Может быть вызван неправильной установкой детали на столе станка или в приспособлении, попаданием стружки под деталь, непсрпендику-лярностьюшпинделя станка к поверхности стола и чрезмерно большим нажимом на сверло при его подаче. Чтобы предупредить этот вид брака, необходимо тщательно проверять установку и крепление детали, выверять стол, очищать его от стружки и грязи, следить за силой нажима на сверло при ручной подаче.
Дата добавления: 2016-06-22; просмотров: 6511;
Поиск по сайту
Узнать еще
- А) пространственная структура.
- Вертикальная разметка
- Виды дифференциации продукта. Горизонтальная (пространственная) продуктовая дифференциация. Модель линейного города (модель Хотеллинга). Модель кругового города (модель Салопа)
- Волновой пакет. Видность. Пространственная и временная часть фазы волны.
- Конструкция формы, как ее пространственная организация.
- Модульная пространственная координационная система. Координационные оси
- Объект как пространственная
- Плоскостная разметка

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
