Данные о применении промышленных роботов в реальных производственных условиях
Среди наиболее распространённых действий, совершаемых промышленными роботами, можно назвать следующие:
· выполнение основных технологических операций;
· получение заготовок различными методами;
· перемещение деталей и заготовок от станка к станку или от станка к системам сменных паллет (приспособлений-спутников), иначе – функция транспортирования;
· автоматизация транспортирования с адресацией грузов;
· сварка непрерывных швов или точечная сварка;
· покраска деталей и изделий;
· выполнение операций резания с движением инструмента по сложной формообразующей траектории;
· нанесение герметиков, клеев, лакокрасочных и др. покрытий;
· контроль и сортировка продукции;
· обслуживание автоматизированных складов.
Достоинства применения промышленных роботов следующие:
· достаточно быстрая окупаемость;
· исключение влияния субъективного человеческого фактора на конвейерных автоматизированных производствах, а также при проведении монотонных работ, требующих постоянной высокой точности;
· повышение точности выполнения технологических операций и, как следствие, повышение качества;
· возможность использования оборудования в три смены, 365 дней в году, т. е. повышение коэффициента использования оборудования.
По видам производства промышленные роботы можно условно подразделить на:
– литейные;
– сварочные;
– кузнечно-прессовые;
– для механической обработки;
– сборочные;
– окрасочные;
– транспортно-складские.
Использование промышленных роботов в этих операциях позволяет облегчить или вовсе заменить человеческий труд на производстве, в строительстве, при работе с тяжёлыми грузами, вредными материалами, а также в других трудоемких или небезопасных для человека условиях.
Эффективность применения промышленных роботов также состоит:
· в создании гибких производственных систем различного уровня сложности. В серийном производстве продукции роботы вместе с технологическим оборудованием позволяют автоматизировать производство в условиях частой смены выпускаемой продукции;
· в повышении производительности обработки и сборки, а так же в высвобождение значительной части рабочих, занятых в производстве;
· в повышении качества и однородности выпускаемой продукции, которое достигается за счет применения постоянной программы робота, исключения ошибок рабочих и автоматизации контроля;
· в сокращении роли ручного труда и в создании основ комплексной автоматизации производства.
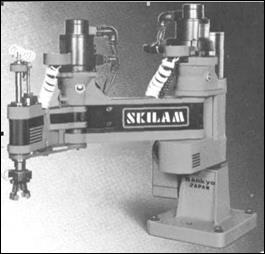
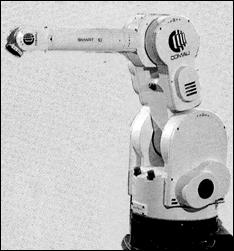
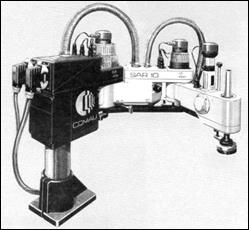
Далее приведем в качестве иллюстрации (рис. 2.63 и 2,64) некоторые типы современных промышленных роботов различного целевого назначения, в целях обзора и методической помощи при выборе модели.
 а а
|  б б
|
 в в
|  г г
|
Рис. 2.63. Некоторые модели промышленных роботов, использующих ангулярную систему управляемых координат: а – робот модели SKILAM SR-3; б – робот СМАРТ 10– 25; в – робот Adept; г – робот SAR–10
По специализации промышленные роботы подразделяются на специальные, выполняющие строго определенные технологические операции или обслуживающие конкретные модели технологического оборудования; специализированные, предназначенные для выполнения технологических операций одного вида.
 а а
|  б б
|
 в в
|  г г
|
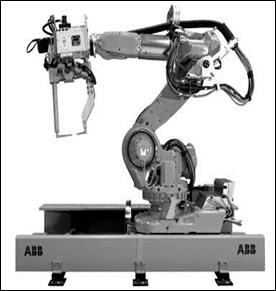
Рис. 2.64. Модели промышленных роботов различного назначения: а – робот ROBEL J модели RJ65 для непрерывной дуговой сварки; б – стационарный робот для операций точечной сварки; в – робот портального типа; г – представитель семейства ПР фирмы KUKA (Германия)
Промышленный робот Kawasaki BX100N – универсальный робот напольного типа с 6-ю степенями подвижности, подходит для таких работ, как: перемещение объектов, обслуживание станков, точечная сварка, очистка заготовок и т. п., успешно интегрируясь в общую систему управления АСМ. Основные его технические данные приведены в табл. 2.6.
Табл. 2.6. Характеристика робота Kawasaki BX100N
| Тип робота | Универсальный | 
| |
| Тип конструкции | Сочленённый | ||
| Число степеней подвижности | |||
| Зона досягаемости | 2200 мм | ||
| Масса манипулятора | 740 кг | ||
| Рабочая температура | от 0 до +45°С | ||
| Уровень влажности | 35-85% | ||
| Максимальная грузоподъёмность | 100 кг | ||
| Способ установки | Напольный | ||
| Тип контролера | Е42 | ||
| Точность/повторяемость | ±0,2 мм | ||
| Страна-производитель | Япония | ||
| Максимальный угол поворота | JT1 | ±160° | |
| JT2 | +120° ~ –65° | ||
| JT3 | +90° ~ –77° | ||
| JT4 | +210° ~ –210° | ||
| JT5 | +125° ~ –125° | ||
| JT6 | +210° ~ –210° | ||
| Максимальная скорость поворота | JT1 | 135°/c | |
| JT2 | 110°/c | ||
| JT3 | 140°/c | ||
| JT4 | 200°/c | ||
| JT5 | 200°/c | ||
| JT6 | 300°/c | ||
| Номинальный крутящий момент запястного сочленения | JT4 | 588,4 Н∙м | |
| JT5 | 588,4 Н∙м | ||
| JT6 | 294,2 Н∙м | ||
| Номинальный момент инерции запястного сочленения | JT4 | 60 кг/м2 | |
| JT5 | 60 кг/м2 | ||
| JT6 | 30 кг/м2 | ||
Промышленный робот ABB IRB 6400R 2,25-75, наиболее часто используется в среде автомобильных производителей. Роботы имеют высокую надёжность и широкие возможности. Каждый манипулятор имеет модульную конструкцию, что облегчает возможность модификации конструкции и расширяет спектр возможностей одного робота в условиях гибкого серийного производства. Этот универсальный робот напольного типа с 6-ю степенями подвижности, подходит для таких работ, как: перемещение деталей (объектов), обслуживание станков, точечная сварка, очистка материалов и т. п. Основные данные такого робота приведены в табл. 2.7.в виде его технической характеристики.
Табл. 2.7. Характеристика робота ABB IRB 6400R 2,25-75
| Тип робота | Универсальный | 
| |
| Тип конструкции | Сочленённый | ||
| Число степеней подвижности | |||
| Зона досягаемости | 2250 мм | ||
| Масса манипулятора | 1400 кг | ||
| Рабочая температура | от +5 до +45°С | ||
| Уровень влажности | 35-85% | ||
| Максимальная грузоподъёмность | 75 кг | ||
| Способ установки | Напольный | ||
| Тип контролера | нет данных | ||
| Точность/повторяемость | ±0,1 мм | ||
| Страна-производитель | Швеция | ||
| Максимальный угол поворота | Axis 1 | ±170° | |
| Axis 2 | +85°/–65° | ||
| Axis 3 | +70°/–180° | ||
| Axis 4 | +300°/–300° | ||
| Axis 5 | +120/ –120° | ||
| Axis 6 | +360°/–360° | ||
| Максимальная скорость поворота | Axis 1 | 100-110°/c | |
| Axis 2 | 90°/c | ||
| Axis 3 | 90°/c | ||
| Axis 4 | 170-190°/c | ||
| Axis 5 | 120-140°/c | ||
| Axis 6 | 190-235°/c | ||
Промышленный робот COMAU SMART-5NJ-110-3.0. Производитель COMAU GROUP входит в промышленную группу Fiat, выпускает различные модели промышленных роботов грузоподъемностью до 800 кг. Применяемость этих роботов стандартна для любых роботов с антропоморфной кинематикой: сварочные технологии, паллетирование, механическая обработка деталей, нанесение покрытий и различных составов, окраска, грунтовка и т. п.
Основные сведения о роботе данной модели приведены в табл. 2.8.
Табл. 2.8. Характеристика робота COMAU SMART-5NJ-110-3.0
| Тип робота | Универсальный | 
| |
| Тип конструкции | Сочленённый | ||
| Число степеней подвижности | |||
| Зона досягаемости | 2980 мм | ||
| Масса манипулятора | 1070 кг | ||
| Рабочая температура | от 0 до +45°С | ||
| Уровень влажности | 40-85% | ||
| Максимальная грузоподъёмность | 110 кг | ||
| Способ установки | Напольный | ||
| Тип контролера | C5G | ||
| Точность/повторяемость | ±0,07 мм | ||
| Страна-производитель | Италия | ||
| Максимальный угол поворота | Axis 1 | ±180° | |
| Axis 2 | +95° ~ –75° | ||
| Axis 3 | –10°/ –256° | ||
| Axis 4 | ±280° | ||
| Axis 5 | ±120° | ||
| Axis 6 | ±2700° (±7,5 об) | ||
| Максимальная скорость поворота | Axis 1 | 110°/c | |
| Axis 2 | 110°/c | ||
| Axis 3 | 110°/c | ||
| Axis 4 | 190°/c | ||
| Axis 5 | 190°/c | ||
| Axis 6 | 230°/c | ||
| Номинальный крутящий момент запястного сочленения | Axis 4 | 638 Н∙м | |
| Axis 5 | 638 Н∙м | ||
| Axis 6 | 314 Н∙м | ||
Промышленный робот KUKA KR90 R3100. Разработка немецкой компании-производителя промышленных роботов, которая является одним из трёх ведущих поставщиков ПР для автомобильной промышленности на мировом на европейском рынке.
Основные области применения промышленных роботов КUKA следующие: электродуговая сварка металлоконструкций, точечная сварка, паллетирование (штабелирование, укладка), механическая обработка (шлифование, полирование, 3Д-фрезерование) и др. Основные технические характеристики робота приведены в табл. 2.9.
Табл. 2.9. Характеристики робота KUKA KR90 R3100
| Тип робота | Универсальный | 
| |
| Тип конструкции | Сочленённый | ||
| Число степеней подвижности | |||
| Зона досягаемости | 2700 мм | ||
| Масса манипулятора | 1098 кг | ||
| Рабочая температура | от +10 до +55°С | ||
| Уровень влажности | 35-85% | ||
| Максимальная грузоподъёмность | 90 кг | ||
| Способ установки | Напольный | ||
| Система управления | KR C4 | ||
| Точность/повторяемость | ±0,06 мм | ||
| Страна-производитель | Германия | ||
| Максимальный угол поворота | Axis 1 | ±185° | |
| Axis 2 | –5°/–140° | ||
| Axis 3 | +155°/–120° | ||
| Axis 4 | ±350° | ||
| Axis 5 | ±125° | ||
| Axis 6 | ±350° | ||
| Максимальная скорость поворота | Axis 1 | 136°/c | |
| Axis 2 | 130°/c | ||
| Axis 3 | 120°/c | ||
| Axis 4 | 292°/c | ||
| Axis 5 | 258°/c | ||
| Axis 6 | 284°/c | ||
Промышленный робот Fanuc R-2000iB/100H. Компания FANUC – один из лидеров мирового рынка промышленной автоматизации, станкостроения, числового программного управления и робототехники. Основные технические характеристики этого робота сведены в табл. 2.10.
На этом ограничимся приведенными сведениями о технических характеристиках ПР, которые и определяют эффективность их практического использования, в том числе и в составе автоматизированных станочных модулей. Эти характеристики всегда можно найти в соответствующих справочных материалах при выборе модели робота (в каталогах, в паспортных данных, в проспектах фирм-производителей), кроме того, их необходимо привести для каждой модели при выполнении обзорной части курсового проекта и ВКР.
Табл. 2.10. Характеристики робота Fanuc R-000iB/100H
| Тип робота | Универсальный | 
| |
| Тип конструкции | Сочленённый | ||
| Число степеней подвижности | |||
| Зона досягаемости | 2650 мм | ||
| Масса манипулятора | 1150 кг | ||
| Рабочая температура | от 0 до +45°С | ||
| Уровень влажности | 35-85% | ||
| Максимальная грузоподъёмность | 100 кг | ||
| Способ установки | Напольный | ||
| Тип контролера | R-30iB | ||
| Точность/повторяемость | ±0,2 мм | ||
| Страна-производитель | Япония | ||
| Максимальный угол поворота | JT1 | 360° | |
| JT2 | 185° | ||
| JT3 | 365° | ||
| JT4 | 720° | ||
| JT5 | 250° | ||
| JT6 | 720° | ||
| Максимальная скорость поворота | JT1 | 110°/c | |
| JT2 | 90°/c | ||
| JT3 | 110°/c | ||
| JT4 | 120°/c | ||
| JT5 | 120°/c | ||
| JT6 | 190°/c | ||
| Номинальный крутящий момент запястного сочленения | JT4 | 690 Н∙м | |
| JT5 | 690 Н∙м | ||
| JT6 | 260 Н∙м | ||
| Номинальный момент инерции запястного сочленения | JT4 | 57 кг/м2 | |
| JT5 | 57 кг/м2 | ||
| JT6 | 32 кг/м2 | ||
Однако, следует отметить, что приведенные модели ПР в большей степени предназначены для выполнения основных технологических операций, в то время как в нашем курсовом проекте они используются для автоматизации более простых вспомогательных операций по загрузке заготовок на станок с ЧПУ и снятию готовых деталей. Поэтому целесообразно дать еще пару примеров моделей с подробной информацией.
| 
|
а б
Рис. 2.65. Иллюстрация возможностей смены пространственного положения шестистепенного ПР при установке детали на станок: а – при подаче в рабочую зону токарного станка ; б – в момент ее установки в кулачки патрона
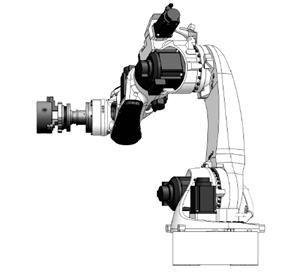
Промышленный робот модели «РИТМ–05»(рис 2.66 и 2.67).
Рис. 2.66. Общий вид промышленного робота «РИТМ–05» (вид сбоку)
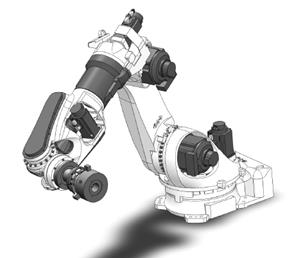
б
Рис. 2.67. Общий вид промышленного робота «РИТМ–05» (вид сверху)
Рассмотрим кратко устройство такого промышленного робота. Промышленный робот модели «РИТМ–0,5» состоит из манипулятора и устройства УЦМ–ЗО циклового программного управления, соединенных между собой электрическими кабелями.
Манипулятор 1 – это основная составная часть ПР, служащая для воспроизведения заданных управляющей программой движений, который установлен на рельсах 2, жестко крепящихся к полу, с возможностью сдвига и фиксации относительно обслуживаемого технологического оборудования. В верхней части манипулятора, на направляющих, установлена каретка 3 с закрепленными на ней двумя исполнительными органами (руками) 4, осуществляющая движение «Сдвиг каретки» по координате ОY. Руки оснащены жёсткими регулируемыми упорами на движения «Выдвижение-втягивание», а также механизмами 5 подъёма схватов 6 (рабочих органов робота). В них также имеются механизмы поворота схватов вокруг горизонтальной оси OXи пневмошланги 7 подачи сжатого воздуха.
Техническая характеристика промышленного робота «РИТМ–05»
1. Количество исполнительных органов (рук), шт. 2
2. Грузоподъёмность в расчете на две руки, кг 0,5 х 2
3. Тип системы управления – цикловая.
4. Количество кадров программы максимальное, шт. 100
5. Способ задания координат – по жестким упорам.
6. Общее на две руки число управляемых координат, шт. 7
7. Количество точек позиционирования по каждой координате, шт. 2
8. Количество технологических команд на робот, шт. 24
9. Число команд на технологическое оборудование, шт. 7
10. Допускаемое давление воздуха в цеховой сети, МПа 0,45–1,0
11. Рабочее давление воздуха в сети робота, МПа 0,45
12. Величины рабочих ходов (см. таблицу)
13. Точность позиционирования, мм ±0,1
14. Средние скорости перемещений:
- выдвижение руки, м/с. 0,55
- сдвиг каретки, м/с 0,1
- поворот схвата вокруг горизонтальной оси, град/с. 180
15. Наработка на устойчивый отказ, час. 140
16. Срок службы до капитального ремонта, час. 10000
17. Размеры рабочей зоны в плоскости, мм 600 x 480
18. Потребляемая мощность, Вт (не более) 700
19. Габаритные размеры, мм 500х860х875
20. Масса (включая систему управления УЦМ-ЗО), кг 555
Схема рабочего пространства робота представлена на рис. 2.68.
Величины и направления перемещений рабочих органов приведены в таблице 1, а размеры рабочего пространства робота даны на рис. 2.69.
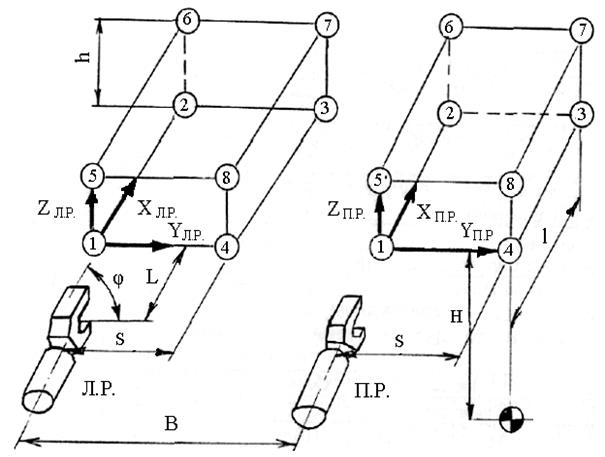
Рис. 2.68. Схема параметров рабочего пространства робота «РИТМ–05», направления осей координат и номеров точек позиционирования
Табл. 2.11. Количественные параметры рабочего пространства робота «РИТМ–05» и характер его возможных перемещений
| № п/п | Вид движения | Обозначение | Диапазон, мм | Примечание |
| Выдвижение рук | l | Постоянное | ||
| Подъём схватов | h | 0 - 50 | Регулируемое | |
| Сдвиг каретки | S | 0 - 300 | Регулируемое | |
| Поворот схватов | j | 0 - 180° | Регулируемое | |
| Установка рук | B | Постоянное | ||
| Подъем каретки | Н | 0 -200 | Настроечное | |
| Перемещение схватов | L | 0 - 80 | Настроечное | |
| Поворот рук | а | 0 - 20 | Настроечное |
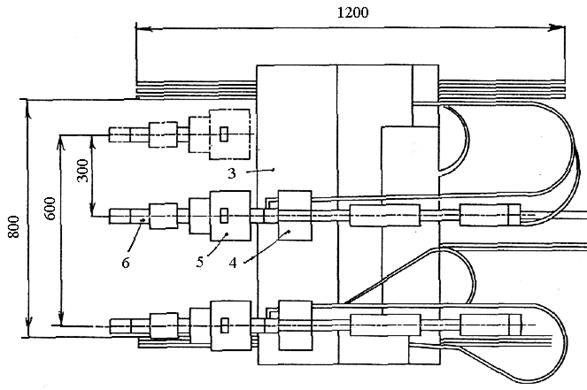
Рис. 2.69. Промышленный робот «ЦИКЛОН–3Б». Общий вид с основными размерами (вид сбоку и вид сверху, соответственно)
Основные данные о промышленном роботе и его технические показатели приведены в табл. 2.12.
Табл. 2.12. Техническая характеристика промышленного робота модели «ЦИКЛОН–3Б»
| № п/п | Наименование параметра | Размерность | Величина |
| Тип системы управления | Цикловая | ||
| Способ задания координат | По упорам | ||
| Программоноситель | Матрично- | ||
| штырьковая | |||
| панель | |||
| Количество программируемых координат: | шт. | ||
| - транспортных (поворот, подъем, выдвижение) | шт. | ||
| - ориентирующих (поворот схвата руки) | шт. | ||
| Количество опорных точек по координатам: | |||
| - поворот руки | шт. | ||
| - все остальные | шт. | По 2 | |
| Максимальное число переходов, программиру- | |||
| емое в одном рабочем цикле | шт. | ||
| Количество команд на манипулятор | шт. | ||
| - на обслуживаемое оборудование | шт. | ||
| Допускаемая температура окружающей среды | град | 5–40 | |
| Точность позиционирования | мм | ± 0,1 | |
| - по повороту руки на радиусе 1480 | мм | ± 0,25 | |
| Усилие захвата детали | Н | ||
| Максимальная грузоподъемность | кг | ||
| Наибольший регулируемый угол поворота руки | град | ||
| Пределы регулирования угла оси руки | град | –15…+30 | |
| Наибольший регулируемый вертикальный ход | мм | ||
| Наибольшая высота оси руки от уровня поля | мм | ||
| Радиус рабочей зоны | мм | 630–1480 | |
| Наибольший регулируемый ход (вылет руки) | мм |
Продолжение таблицы 1
| Наибольший угол поворота охвата продольной оси руки вокруг | град | ||
| Время выполнения одного рабочего движения с массой 3 кг на максимальных контрольных отрезках: | |||
| - поворот руки на 180 градусов; | с | 3,0 | |
| - подъем (опускание) руки на 100 мм; | с | 1,2 | |
| - выдвижение (втягивание) руки на 600 мм; | с | 1,5 | |
| Давление воздуха в пневмосети | МПа | 0,4–0,6 | |
| Максимальный расход воздуха | м3/мин | ||
| Рабочее напряжение, однофазное | В | 220±10% | |
| Масса робота | кг | ||
| Масса ПУРа (программного управления) | кг | ||
| Габаритные размеры робота | мм | 1100x840х х1250 |
Примечание.Принципиальные схемы управления роботами данных моделей здесь не приводятся, т. к. в рассматриваемом курсовом проекте их использование не требуется, но они могут быть предоставлены авторами в электронном (или бумажном) виде по первой просьбе обучающегося.
Напоминаем, что оба промышленных робота являлись объектом изучения при выполнении соответствующих лабораторных работ по курсу АППМ.
Рассмотрим устройство промышленного робота "ЦИКЛОН–3Б", принцип его работы и конструкцию основных узлов.
Примечание.Принципиальные схемы управления роботами данных моделей здесь не приводятся, т. к. в рассматриваемом курсовом проекте их использование не требуется, но они могут быть предоставлены авторами в электронном (или бумажном) виде по первой просьбе обучающегося. Напоминаем, что оба промышленных робота являлись объектом изучения при выполнении соответствующих лабораторных работ по курсу АППМ.
Промышленный робот "Циклон–ЗБ" представляет собой комплекс, состоящий из манипулятора и связанного с ним посредством электрических кабелей устройства 2 программного управления робота, на верхней части которого расположена штекерная панель 3 для набора управляющих программ.
Манипулятор устанавливается в производственном помещении и выверяется по уровню с помощью винтов 4. Он содержит два жестко связанных друг с другом исполнительных органа 5, но допускается установка и одного органа (руки). Последние закреплены с возможностью поворота на вертикальной оси и несут на свободных концах сменные захватные устройства 6, а также жесткие регулируемые упоры 7 и гидродемпферы 8 выдвижения рук.
Аналогичные элементы, контролирующие подъем и поворот исполнительных органов, установлены в зоне механизмов, осуществляющих эти движения. Кроме того, робот оснащен механизмами привода, обеспечивающими перемещение ИО по каждой из координат, а также пневмосистему подготовки и распределения воздуха. Робот имеет пульт 9 управления в ручном режиме. Благодаря этому обеспечивается их перемещение по координатам ОХ, ОУ, 0Z рабочей позиции. Сам же робот использует цилиндрическую систему координат.
При выходе руки в заданную точку пространства она воздействует на соответствующий жесткий упор, ограничивающий величину хода, его требуемую точность. Гидродемпферы позволяют, за счет снижения скорости руки в конце хода, повысить точность позиционирования (остановки исполнительного органа), создать плавный безударный характер работы. Одновременно с этим срабатывают конечные выключатели, контролирующие выполнение рабочих перемещений и подающие сигналы в систему управления для осуществления следующей команды (движения).
Движения – поворот захватного устройства, зажим и разжим его, а также установка упоров поворота рук конечными выключателями не контролируются, так как их величина определяется либо конструкцией самих механизмов манипулятора, либо размерами зажимаемой детали. При построении циклограммы на их выполнение можно отвести, ориентировочно, интервал времени, равный 0,1 с. на каждое движение.
Примечание. Если по высоте положения на станке заготовки, подаваемой роботом, и высотой, которая обеспечивается им (с учетом его габаритов и рабочего хода), имеется расхождение, то ПР может быть установлен на специальной сварной подставке. Как вариант, его монтаж может быть осуществлен в углублении пола цеха, что менее предпочтительно.
Дата добавления: 2017-10-04; просмотров: 3683;
Поиск по сайту
Узнать еще
- Cдвиг ветра. Воздействие на взлёт и посадку ВС. Рекомендации по выполнению полётов и управлению воздушным движением в условиях сдвига ветра.
- I.2. Основные категории водопотребления промышленных предприятий и их особенности
- А. Модели экономического прогноза на базе производственных функций.
- Абсолютная мобильность капитала в условиях фиксированных валютных курсов
- Амортизация основных производственных фондов
- Анализ интенсивности и эффективности использования основных производственных фондов
- Анализ производственных опасностей для конкретной профессии.
- Анализ состояния производственных запасов

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
