Устройства автоматической смены инструмента (АСИ)
Такие устройства необходимы в МС при наличии в них инструментальных магазинов. Схемы работы устройств АСИ даны на рис. 39. На рисунке обозначено: 1 – шпиндельная бабка: 2 – шпиндель; 3 – автооператор; 4, 8 – инструментальные магазины; 5, 6 – гидроцилиндры: 7 – кантователь.
В горизонтальных МС с параллельным расположением осей шпинделя и инструмента в магазине (рис. 39 а) автооператор 3 при смене инструмента совершает ход снизу вверх, захватывает оправку инструмента из гнезда магазина 4 и вытаскивает ее в направлении оси.
Каретка автооператора перемещается вниз, и второй захват вынимает инструмент из шпинделя. Шпиндельная бабка 1 отводится; автооператор поворачивается на 180°, после чего шпиндельная бабка возвращается в исходное положение, а автооператор ходом вдоль оси заталкивает инструмент в шпиндель, где он автоматически закрепляется. Затем цикл замены режущего инструмента повторяется.
В станках вертикальной компоновки, когда оси инструмента и шпинделя параллельны (рис. 39 б), смена инструмента производится следующим образом.
После раскрепления оправки в шпинделе 2 автооператор 3 забирает ее вместе с отработавшим инструментом и одновременно забирает из гнезда магазина 4 следующий инструмент. При ходе вниз автооператор вытаскивает оправки из шпинделя и магазина, поворачивается на 180° вокруг своей оси, меняет инструмент местами и поднимает его вверх, в шпиндель и магазин.
После замены инструмента автооператор поворачивается в нейтральное положение, не препятствующее вертикальному перемещению шпинделя при обработке.
В устройстве АСИ, показанном на рис. 37 в, оправки, попадая в гнездо магазина 4, поворачиваются в горизонтальное положение и ось инструмента становится параллельной оси шпинделя 2. Автооператор 3 с помощью гидроцилиндра 6 и реечно-зубчатой передачи вращается вокруг своей оси, одновременно захватывая оправки инструмента, находящегося в гнезде магазина и шпинделя. Затем с помощью гидроцилиндра 5 автооператор ходом вдоль своей оси вытаскивает инструмент из магазина и шпинделя, поворачивается с ним на 180° и меняет инструмент местами.
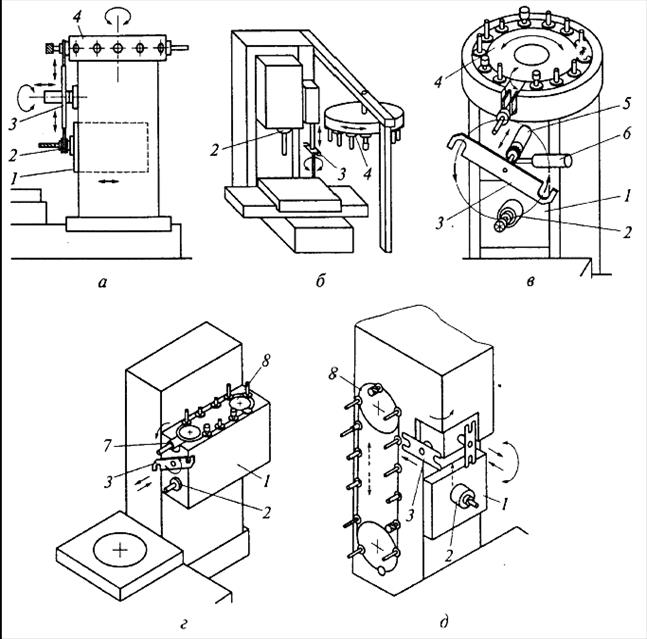
Рис. 39. Схемы смены инструмента автооператором и зависимости от взаимного расположения осей инструмента и шпинделя МС: а и б – при
параллельном расположении; в, г и д – при перпендикулярном расположении.
На рис. 39 г и 39 д показано устройство АСИ на базе цепного инструментального магазина 8, расположенного в первом случае на шпиндельной бабке 7, а во втором - на стойке, сбоку от шпинделя 2.
Как можно видеть, устройства автоматической смены инструмента для многоцелевых станков достаточно разнообразны. Смена инструмента вручную на многоцелевых станках обусловливает значительные простои этих дорогостоящих станков. Автоматическая смена инструмента обычно осуществляется за 5 – 10 с. против 25 – 40 с. при смене вручную. Поскольку частота смен инструмента составляет примерно 20 – 25 раз в час, применение устройства АСИ на таких станках значительно повышает производительность обработки за счет повышения степени автоматизации станков, а также исключает возможные ошибки при смене инструмента.
В общем случае устройства АСИ многоцелевых станков состоят из следующих компонентов: инструментальных магазинов (рис. 40), являющихся накопителями инструмента (блоков режущего и вспомогательного инструмента для инструментальных шпинделей); инструментальных манипуляторов, предназначенных для смены инструмента в шпинделе станка; промежуточных транспортных манипуляторов, предназначенных для передачи инструмента от магазина к инструментальным манипуляторам.
Дата добавления: 2017-10-04; просмотров: 2851;
Поиск по сайту
Узнать еще
- II. Особенности политического устройства Ирана
- Table 1. Функции ГИС для лесного хозяйства и лесоустройства
- VI. КОМБИНАЦИОННЫЕ ЦИФРОВЫЕ УСТРОЙСТВА
- VI. ПОСЛЕДОВАТЕЛЬНОСТНЫЕ ЦИФРОВЫЕ УСТРОЙСТВА
- XLII. ПОДВЕСНЫЕ И ПРИЦЕПНЫЕ УСТРОЙСТВА
- А вот и обещанная статья о принципах Дезинфекции и стерилизации металлического инструмента.
- А. Электронные устройства на ОУ
- Автоматические контрольные устройства

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
