Токарные станки с ЧПУ
На рис. 4 показаны некоторые компоновки для обработки деталей типа тел вращения. Многооперационный станок, выполненный на базе токарного станка (рис. 4. а), имеет револьверную головку 1, которая перемещается в поперечном направлении вместе с кареткой 2 от шагового двигателя 3 и в продольном направлении – вместе с салазками 4 от шагового двигателя 5. Все движения, включая поворот револьверной головки, выполняются автоматически по командам УЧПУ.
Многооперационный станок на базе типового токарно-револьверного станка (рис. 4. б) выполнен с двумя шпиндельными бабками (неподвижная бабка 6 для обработки прутковых заготовок и подвижная 8 для обработки штучных заготовок).
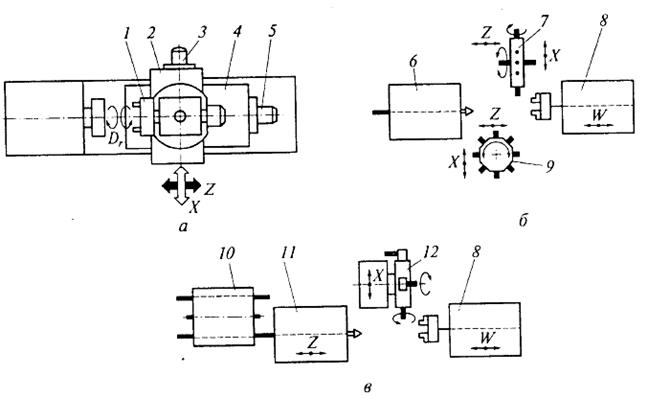
Рис. 4. Компоновки многооперационных станков для обработки деталей типа тел вращения: а – на базе токарного станка; б – на базе токарно-револьверного станка ; в – на базе одношпиндельного токарно-револьверного автомата
На рис. 4 обозначено: 1, 7, 9, 12 – револьверная головка; 2 - каретка; 3, 5 – шаговые двигатели; 4 – салазки; 6, 8, 11 – шпиндельные бабки; 10 – барабан для автоматической загрузки прутков.
Бабку 6 обслуживает револьверная головка 7, установленная на крестовом суппорте и оснащенная невращающимся инструментом. В бабке 8 находится шпиндель с патроном, который может захватывать обработанную из прутка деталь и далее обрабатывать ее с противоположного торца инструментом, расположенным в револьверной головке 9 с приводом для вращения осевого инструмента. Она также установлена на крестовом суппорте.
На схеме (рис. 4. в) представлена компоновка на основе одношпиндельного токарно-револьверного автомата с наклонной станиной. Станок имеет две подвижные шпиндельные бабки 11 и 8 (координаты Z и W), а револьверная головка 12 с трех сторон снабжена вращающимся и не вращающимся инструментом. Левая бабка 11 оснащена дополнительным механизмом зажима прутка, расположенным между опорами шпинделя, и барабаном 10 для автоматической загрузки прутков, а правая бабка 8 – выталкивателем для сброса в лоток полностью обработанной детали. Система ЧПУ типа CNC обеспечивает оперативный ввод УП с буквенно-алфавитной клавиатуры пульта УЧПУ.
 а
а
|  б
б
|
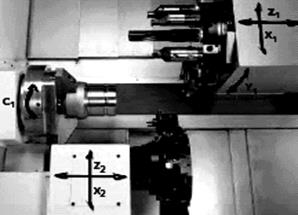
Рис. 5. Схемы расположения координатных осей и наладок токарно-фрезерных станков с ЧПУ: а – с поворотной шпиндельной головкой и противошпинделем; б – с двумя револьверными головками для осевого (сверху) и радиального (снизу) инструмента
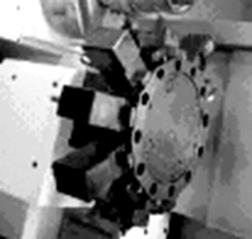
Токарные станки с ЧПУ располагают большими возможностями в плане оснащения комплектами режущих инструментов. Их количество обеспечивает выполнение наиболее сложных технологических операций. Обычное место крепления инструментов – револьверная инструментальная головка (рис. 6). Встречаются модели токарных станков и с цепным магазином повышенной вместимости. Различают осевой и радиально расположенный инструмент, которым ведут самую разнообразную механическую обработку деталей.
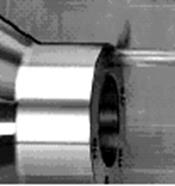
Возможна обработка сверлением и фрезерованием при неподвижной детали (рис. 7).
 а
а
|  б
б
|
Рис. 6. Различные исполнения инструментальных револьверных головок: а – 12-ти позиционная головка для осевого инструмента; б – головка для радиального инструмента, устанавливаемого в блоках
 а
а
|  б
б
|  в
в
|
Рис. 7. Примеры обработки деталей на токарных станках с ЧПУ: а – обтачивание; б – сверление внеосевых отверстий на торце; в – фрезерование лысок при неподвижной детали
Приведенные краткие сведения говорят о широких технологических возможностях современных токарных станков с ЧПУ. Последние позволяют получать по программе сложнопрофильные поверхности на деталях типа тел вращения, обрабатывать на них, при фиксированном положении шпинделя, шпоночные пазы, сверлить отверстия перпендикулярно к оси детали, выполнять криволинейные пазы при сихронизированном вращении инструмента (концевой фрезы) и шпинделя, вести обработку деталей с двух сторон при использовании противошпинделей (контршпинделей) и многое другое.
Далее рассмотрим несколько примеров, касающихся станков с ЧПУ токарного типа, чтобы познакомиться с их конструкцией и характеристиками.
Токарный станок с ЧПУ модели 200НТ.Указанный станок (рис. 8) имеет следующие преимущества по сравнению с другими станками:
- шпиндель имеет высокую жесткость и работает на высоких скоростях;
- имеется высокоскоростная револьверная головка (используется высокоточная торцевая муфта с круговыми зубьями). Регулировка осуществляется с помощью гидравлической системы. Кратчайший путь индексации выбирается автоматически во время смены инструмента. Время индексации до 0,3 с.;
- централизованная смазочная система пульсового типа с регулируемым объемом, увеличивающая срок службы направляющих по осям X и Z;
 |
Рис. 8. Токарный станок с ЧПУ модели 200НТ (общий вид)
Табл. 2. Техническая характеристика токарного станка модели 200НТ
| Общие параметры | Величина |
| Максимальный диаметр обработки над станиной, мм Максимальная длина точения, мм Максимальный диаметр точения, мм Макс, диаметр точения (диски), мм | |
| Шпиндель: | |
| Размер патрона, мм Конус шпинделя Скорость шпинделя, об/мин Мощность главного двигателя, кВт Диаметр отверстия шпинделя, мм Макс, диаметр прутка, мм Дискретность, мм | 203 ISOA2-6 45-4500 11/15 0.001 |
| Перемещения и подача: | |
| Перемещения по осям X, Z, мм Быстрое перемещение по осям X и Z, м/мин Рабочая подача на осях X и Z, мм/мин Крутящий момент серводвигателя X и Z, Нм Точность позиционирования по осям X и Z, мм Повторяемость позиционирования по осям X и Z Разность главного движения к реверсу | 265/700 24/24 0-5000 12/12 0.04/0.065 и 0.02/0.025 0.006/0.012 |
| Задняя бабка: | |
| Диаметр пиноли, мм Перемещение пиноли, мм Конус пиноли шпинделя Макс, перемещение задней бабки, мм | MT5 490 |
| Габаритные размеры: | 2800х3500х1797 |
| Масса, кг |
- станина жесткая с углом наклона 45°, устойчивая к вибрациям. Она обеспечивает высокую точность обработки, занимая малую площадь. Облегчается процесс удаления стружки;
- гидравлическая задняя бабка обеспечивает надежное закрепление заготовок;
- каретка имеет преимущество низкого трения и долгого срока службы.
На рис. 9 приведены основные элементы такого токарного станка с ЧПУ, каждый из которых, в значительной степени, определяет точность, производительность и эффективность обработки деталей.
 а
а
|  б
б
|  в
в
в
в
|
Рис. 9. Элементы токарного станка с ЧПУ: а – станина; б – револьверная инструментальная головка; в – задняя бабка
Прецизионный токарный станок серии PD. Фирма-производитель: SPINNER Werkzeugmaschinenfabrik GmbH (версия: PD-3-01/04-840D).
Данный станок предназначен для применения в приборостроении и в машиностроении при проведении опытно-экспериментальных работ в условиях мелко- и среднесерийного выпуска продукции.
На таких станках может производиться обработка высокоточных и сложнопрофильных деталей практически во всех отраслях промышленности.
Эти станки отвечают требованиям по точности размеров и чистоте поверхности обрабатываемых деталей малых и средних габаритов.
Станок существует в различных исполнениях – от простого станка для чистовой обработки до полностью автоматизированного токарного модуля, чем соответствует характеру как мелкосерийного производства.
Станок комплектуется современной системой числового программного управления (ЧПУ) (системой числового управления SINUMERIK 840D фирмы Siemens), обеспечивающей возможность эффективной обработки при величине партии деталей от одной штуки. Изучаемая модель станка отличается потребностью в небольшой занимаемой площади.
Общий вид станка без ограждений представлен на рис. 10. Более подробные сведения содержатся в специальном учебном пособии по этому станку.
Рис. 10. Прецизионный токарный станок серии PD (ограждение снято)
Вертикальные токарные центры.Находят широкое практическое применение токарные станки с ЧПУ, которые имеют вертикальное расположение шпинделя. Они представляют собой вертикальный токарный центр. Пример такого станка приведен на рис. 11 (компания-производитель – Hessapp). Они снабжены конвейером цепного типа для подачи деталей массой до 20 кг. Станина цельнолитая, жесткая, с тремя виброопорами. Большие скорости ускоренных перемещений: по оси X до 60 м/мин; по оси Z до 30 м/мин, при ускорениях до 4 – 6 м/с2 . Направляющие роликовые, что минимизирует люфт.
В направляющие встроены магнитно-электронные линейки контроля позиционирования. Револьверная инструментальная головка 12-ти позиционная с гидравлическим зажимом инструмента. Могут устанавливаться сменные блоки инструментов, которые снабжаются приводом вращения. Имеется система фиксации шпинделя по углу поворота. Это повышает удобство автоматической смены кулачков патрона. Управление станком производится от ЧПУ Fanuc 21i-TB или Siemens 840 D.

Рис. 11. Вертикальный токарный центр серии BLUETURN 250
К техническим характеристикам также можно отнести: максимальный диаметр заготовки – 320 мм; диаметр патрона – 250 мм; рабочий ход по осям X и Y равен 340 и 350 мм; максимальная частота вращения шпинделя – 7000 об/мин; емкость револьверной головки – 12 инструментов; мощность – 18 кВт.
Токарно-карусельные станки с ЧПУ и инструментальными магазинами.Выпускаются Краснодарским станкостроительным заводом и предназначены для обтачивания и растачивания поверхностей крупногабаритных деталей как с прямолинейными, так и с криволинейными образующими, протачивания торцовых поверхностей, прорезания канавок, сверления, зенкерования и развертывания центральных отверстий, а также для нарезания резьбы. Протачивание торцовых поверхностей производится с постоянной скоростью резания, что улучшает условия работы инструмента. В гамму этих станков входят модели 1А512МФ3, 1А516МФ3, 1А525МФ3 и 1А532ЛМФ3.
Приведем наибольшие значения некоторых технических данных таких станков: максимальный диаметр обрабатываемой заготовки – 3150 мм, масса заготовки до 25 тонн, диаметр планшайбы – 2800 мм, мощность привода – 70 кВт, число позиций магазина – 10. Общий вид станка представлен на рис. 12.

Рис. 12. Токарно-карусельный станок с ЧПУ
Дата добавления: 2017-10-04; просмотров: 3461;
Поиск по сайту
Узнать еще
- БЕЗБАЛАНСИРНЫЕ СТАНКИ-КАЧАЛКИ
- Безбалансирные станки-качалки
- Бесчелночные ткацкие станки
- Буровые станки со шпиндельным вращателем.
- Глава 28. ЛЕНТОЧНОПИЛЬНЫЕ СТАНКИ
- Глава 29. КРУГЛОПИЛЬНЫЕ СТАНКИ ДЛЯ ПРОДОЛЬНОГО РАСПИЛИВАНИЯ
- Глава 30. КРУГЛОПИЛЬНЫЕ СТАНКИ ДЛЯ ПОПЕРЕЧНОГО РАСПИЛИВАНИЯ
- Глава 31. КРУГЛОПИЛЬНЫЕ СТАНКИ ДЛЯ ФОРМАТНОГО РАСПИЛИВАНИЯ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
