Особенности применения станков с ЧПУ и использования управляющих программ
Основная функция любого оборудования с ЧПУ – автоматическое и точное управление движением. Любой станок с ЧПУ имеет направления движения, которые называют осями. Причем движение по этим осям осуществляется точно и автоматически. У всех станков имеются две линейные оси координат, движение по которым осуществляется прямо, а также оси вращения, когда движение выполняется по окружности.
На универсальном станке движение детали или инструмента обеспечивается путем ручных операций, выполняемых станочником (например, вращением рукояток). Вместо этого программные станки оснащены сервоприводами, приводимыми в действие системой ЧПУ, которая в точности исполняет управляющую программу. Обобщая, можно сказать, что тип движения (ускоренный, линейный или круговой), оси перемещений, величина и скорость перемещения программируются во всех типах систем ЧПУ. Система ЧПУ, исполняя команды управляющей программы, посылает точное количество импульсов шаговому двигателю. Его вращение передается на винт (шариковую передачу), с которым связан рабочий стол. Стол линейно перемещается. Устройство-датчик обратной связи, расположенный на противоположном конце винта, позволяет системе ЧПУ определить на сколько градусов повернулся винт, т.е. какое число импульсов реально отработал шаговый двигатель.
Можно найти довольно грубую аналогию этому процессу. Вспомним о верстаке. Вращая ручку тисков, вы на самом деле вращаете и винт, который раздвигает иди сдвигает губки тисок. По сравнению с верстаком линейные перемещения на станке с ЧПУ очень точные. Каждому элементарному повороту шагового электродвигателя точно соответствует линейное перемещение узла.
Система координат станка. Было бы невыполнимой задачей для программиста системы ЧПУ вычислять количество импульсов, которое надо подать попеременно тому или иному сервоприводу, чтобы заставить стол станка переместиться вдоль некоторой прямой на нужное число миллиметров. Вместо этого, все системы ЧПУ позволяют программировать перемещения более простым и логичным способом, т.е. использовать некоторую систему координат. Существуют две наиболее популярные системы координат, используемые в ЧПУ – прямоугольная (декартова) и полярная. Из них именно прямоугольная система координат является наиболее часто употребляемой.
Каждая из осей представляет линейное движение стола или инструмента. Каждое деление на оси соответствует минимально возможному элементарному перемещению (дискрете). Если используется метрическая система, то минимальное перемещение может иметь величину 0,001 мм, а в дюймовой системе – 0,0001. Начальная точка (координата 0,0) называется нулевой точкой программы (еще говорят "начало программы" или "ноль детали"). Когда программируют движение в системе координат с осями Х и У (кстати, название осей может изменяться от станка к станку, например Z, A, B, C, U, V, и W), удобно совмещать левый нижний угол детали с нулевой позицией по каждой из осей. Таким образом, эта точка является нулевой точкой детали. В начале процесса написания управляющей программы программист определяет позицию нулевой точки программы (нередко нулевая точка программы совпадает с началом системы координат).
Согласно этой методике, для перемещения инструмента на миллиметр вправо от нулевой позиции, программист кодирует X1.0. Если же необходимо такое же движение вверх от начальной точки – программист пишет Y1.0. Система ЧПУ автоматически определяет – сколько раз должен повернуться каждый шаговый двигатель соответствующей координатной оси, чтобы заставить инструмент или стол достичь запрограммированной точки позиционирования.
Все сказанное выше упрощает кодирование перемещений и делает этот процесс логичным.
Когда все точки перемещения лежат выше и правее нулевой точки программы, то такая область называется квадрантом (в данном случае, 1-ым квадрантом). Нередко конечная точка перемещения лежит в другом квадранте. Если это так, то по крайней мере одна из координат будет иметь знак минус.
Кодирование в абсолюте или в приращениях? До этого наши рассуждения предполагали использование абсолютного режима программирования перемещений. В этом режиме конечные точки для всех движений будут определены от нулевой точки программы. Часто это лучший и самый простой метод определения конечных точек для команд движения. Однако имеется и другой путь – метод расчета движений "в приращениях". В случае его использования конечные точки для движений определяются от текущей позиции инструмента, а не от нуля программы. Поэтому программист должен всегда спрашивать: "Как далеко я должен переместить инструмент"? Есть ряд случаев, когда этот метод полезен, но это в общем случае это более громоздкий и трудный метод.
Есть еще один плюс в применении абсолютной системы кодирования перемещений. Если сделана ошибка в одном движении, то это будет одна ошибка. С другой стороны, если ошибка сделана для одного перемещения в приращениях, то все последующие перемещения будут закодированы неверно.
Назначение нуля программы. Мы должны тем или иным способом сообщить системе ЧПУ о расположении нулевой точки программы. Для этого существуют способы, к сожалению, не одинаковые для разных станков и систем с ЧПУ. Традиционный метод состоит в назначении нуля непосредственно в управляющей программе. Программист сообщает системе ЧПУ о смещении нулевой точки программы относительно нулевой точки станка. Обычно для этого используют функцию G92 или G50 в начале программы и, возможно, после каждой смены инструмента. Более современный и лучший способ назначения нуля программы будет подробно изложен ниже.
Мы сконцентрировали наше внимание на том, как определить и закодировать конечную точку для каждой команды движения. Однако существуют еще немало других параметров, влияющих на движение. Например, тип движения (ускоренное, линейное, круговое) и скорость движения (величина подачи), доставляющие немало хлопот программисту. Мы также рассмотрим их ниже.
Управляющие программы. Почти все современные системы ЧПУ используют адресный (а не позиционный) формат для программирования. Считают, что управляющая программа состоит из команд. Каждая команда составлена из слов. Каждое слово имеет одну букву адреса и число. Символ адреса (X, Y, Z, и т.д.) сообщает системе ЧПУ о смысловом значении слова, а число является значением слова. Каждое слово дает некую команду системе с ЧПУ. Программист должен последовательно проинструктировать систему с управления о всех необходимых операциях по управлению станком.
Пример 1. Рассмотрим короткий пример программы, которая служит для сверления двух отверстий в заготовке, расположенной на столе обрабатывающего центра. Используя некое обобщение языка программирования системы ЧПУ, будем акцентировать внимание на структуре управляющей программы и на факте ее последовательного исполнения системой ЧПУ. Приведем фрагмент программы, снабдив его комментариями.
O0001 (Номер программы);
N005 G54 G90 S400 M03 (Выбор системы координат, кодирования перемещений в абсолюте и задание числа оборотов шпинделя 400 оборотов в минуту);
N10 G00 X10. Y10. (Перемещение к первому отверстию на ускоренной подаче);
N015 G43 H01 Z.1 M08 (Включение корректора на длину инструмента, опускание до Z безопасного, включение охлаждения);
N020 G01 Z-5.25 F30.5 (Сверление отверстия на подаче 30.5 мм в минуту);
N025 G00 Z.1 (Быстрый выход из отверстия до Z безопасного);
N030 X20. (Быстрый переход ко второму отверстию);
N035 G01 Z-5.25 (Сверление второго отверстия);
N040 G00 Z.1 M09 (Быстрый выход из второго отверстия, выключение охлаждения);
N045 G91 G28 Z0 (Возвратитесь к исходному положению по оси Z);
N050 M30 (Конец программы).
Немного отвлечемся и поговорим о визуализации. Важно понимать, что NC-программист в процессе написания управляющей программы должен мысленно (или как-то иначе) визуализировать все написанные им команды. Без этой способности к визуализации, NC-программист вряд ли напишет правильную программу. Это одна из причин, почему операторы станков с ЧПУ постепенно становятся лучшими CNC-программистами. Квалифицированный оператор должен мысленно представить любой участок траектории управляющей программы.
Другие соображения о структуре управляющей программы. Как было сказано выше, подавляющее число современных систем ЧПУ понимают язык команд, составленных из слов. Каждое слово состоит из одной буквы (адрес слова) и числового значения. Адрес слова сообщает системе ЧПУ о необходимости того или иного действия при обработке детали. Системы ЧПУ разных изготовителей по-разному трактуют значение одного и того же адреса и его числового значения.
Приведем список часто употребляемых адресов слов и их значений.
O – номер программы;
N – номер кадра;
G – подготовительная функция;
X – обозначение Оси X;
Y – обозначение Оси Y;
Z – обозначение Оси Z;
R – обозначение радиуса;
F – подача;
S – обороты шпинделя;
H – корректор на длину инструмента;
D – корректор на длину инструмента;
T – номер инструмента;
M – вспомогательная функция.
Как можно видеть, большинство букв адресов выбраны логично (для англичан), например, F для скорости подачи (feedrate). Но некоторые требуют запоминания. Как предварительная, так и вспомогательная функции имеют широкий диапазон действий, например, как переключатель различных режимов работы (вкл/выкл. шпинделя или охлаждения и т.п.).
Новичку может показаться, что CNC-программирование потребует значительных усилий и времени на запоминание. Но внимательный анализ покажет, что существует всего 30 – 40 наиболее часто употребляемых слов в CNC-программировании.
Десятичная точка.Некоторые адреса слов предполагают использование вещественных значений. Примеры тому – перемещения по осям Х или У. С другой стороны, некоторые адреса требуют только целочисленных значений, например – скорость вращения шпинделя (S), выбор номера инструмента (T), номер кадра (N), подготовительные функции (G) и вспомогательные функции (M). Начинающий NC-программист должен ознакомиться с руководством по программированию системы с ЧПУ и выяснить, какие адреса позволяют использовать десятичную точку.
Другие функции.Список этих функций различен для двух любых систем с ЧПУ. Технолог вынужден досконально изучить список этих функций для их корректного использования.
Специалист, предполагающий использовать все преимущества ЧПУ, обязан прежде всего узнать станок с ЧПУ, причем одновременно с двух весьма различных точек зрения. Рассмотрим их сначала с позиции программиста, а затем с позиции оператора-станочника.
Надо разобраться в конструкции станка, что позволит определить пределы возможных операций. Информация, поясняющая конструкцию станка, обычно приводится в сопроводительной документации на станок. Там можно найти ответы на большинство вопросов о характеристиках станка и о его конструкции. Например:
Каковы максимальные обороты шпинделя станка?
Сколько диапазонов скоростей имеет шпиндель?
Сколь велика мощность приводного электродвигателя для каждой из осей?
Каково максимальное перемещение инструмента или стола вдоль каждой оси?
Сколько инструментов может поместиться в инструментальной головке?
Какова наибольшая скорость ускоренного перемещения?
Направления для движения (Оси).Программист-технолог должен изучить направления движения инструмента или стола для каждого конкретного станка с ЧПУ. Кроме этого, нужно сопоставить каждой оси символ адреса, под которым будет выдаваться движение в управляющую программу. Обычно для этих целей применяют символы X, Y, Z, U, V и W для линейных осей, а также A, B и C – для осей вращения.
Обязательно уточните – каким знаком (плюс или минус) определяется знак направления движения.
В предыдущем разделе мы обсуждали принципы кодирования линейных движений. Например, строка Х3.5 в NC-программе означает перемещение вдоль оси Х на 3,5 мм от начала системы координат (предполагаем абсолютную систему кодирования перемещений). Круговое движение требует дополнительного адреса (обычно A, B, или C) и двух адресов для конечной точки.
Дополнительный адрес имеет числовое значение, причем не в миллиметрах, а в градусах. Так, например, строка B45 в NC-программе означает вращение на 45 градусов относительно нуля программы вокруг оси В (предполагаем абсолютную систему кодирования перемещений).
На рис. 1 приведен один из вариантов расположения линейных и круговых осей. К линейным относится продольное перемещение стойки по оси X, перемещение по вертикали шпиндельной бабки по оси Y, поперечное перемещение стойки по оси Z, которая совпадает с осью вращения шпинделя. Круговые оси А, В, и С также обозначены на данной схеме.
На рис 2 а и 2 б даны другие возможные варианты расположения координатных осей на станках с ЧПУ различных типов.
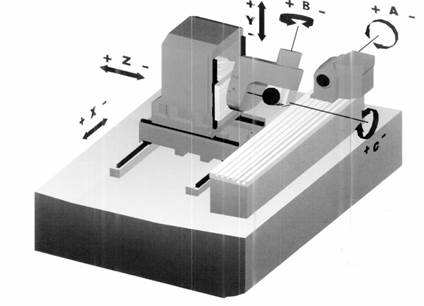
Рис. 1. Один из вариантов расположения линейных и круговых осей на станке с ЧПУ
 а
а
|
 б
б
|
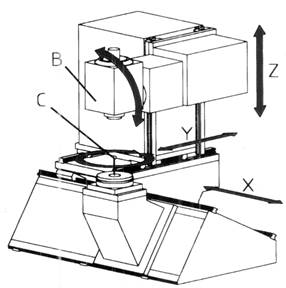
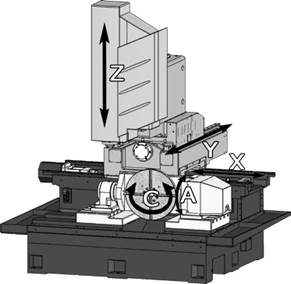
Рис. 2. Еще две схемы размещения осей на станках с ЧПУ: а – с поворотной головкой шпиндельной бабки; б – с двухкоординатным столом
На рис. 2 а показаны возможные перемещения по координатным осям:
Ось Х – продольное перемещение шпиндельной бабки;
Ось Y – поперечное перемещение шпиндельной бабки;
Ось Z – вертикальное перемещение шпиндельной бабки;
Ось В – поворот головки вокруг горизонтальной оси;
Ось С – поворот стола вокруг вертикальной оси.
На рис. 2 б показаны возможные перемещения по координатным осям:
Ось Х – продольное перемещение салазок вдоль оси X;
Ось Y – поперечное перемещение салазок по оси Y;
Ось Z – вертикальное перемещение шпиндельной бабки;
Ось A – поворот двухкоординатного (2-х осевого) стола вокруг горизонтальной оси, параллельной оси X;
Ось C – вращение двухкоординатного стола вокруг вертикальной оси.
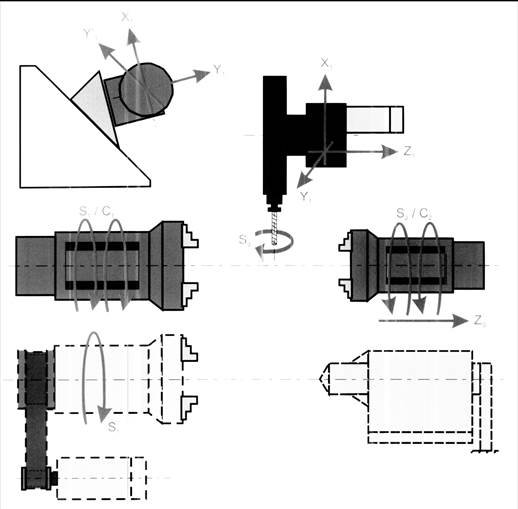
Рис. 3. Пример связи осей с кинематикой токарных станков с ЧПУ
На рис. 3 обозначено:
X1 – линейная ось верхнего суппорта (перпендикулярная оси шпинделя);
Y1 – линейная ось верхнего суппорта (виртуальная ось);
Z1 – линейная ось верхнего суппорта (параллельная к оси шпинделя);
ZS – направление перемещения правой передней бабки;
S1/C1 – частота вращения главного шпинделя (S1) и ось вращения (C1);
S1 – также частота вращения главного шпинделя, обеспечиваемые приводом с ременной передачей;
S2/C2 – частота вращения контршпинделя (S2) и ось его вращения (С2);
S3 – частота вращения инструментального шпинделя.
Точка отсчета для каждой из осей. Каждый станок с ЧПУ имеет начальную точку для каждой из возможных осей перемещения инструмента или стола. Эту точку называют по-разному: нулевая позиция, ноль системы координат, начальная позиция. Независимо от названия, такая точка очень важна для систем с ЧПУ. Именно числовое программное управление требует перемещения в начальную точку по каждой из осей станка как часть процедуры наладки станка. Этим достигается синхронизация начального физического расположения инструмента и начальных нулевых значений сумматоров системы с ЧПУ. Безусловно то, что начальные позиции по каждой из осей весьма различаются от станка к станку. Следует внимательно изучить инструкцию по программированию вашего станка для правильного понимания расположения начальных позиций по каждой из осей.
Структурные компоненты станка.Третье направление, обязательное для изучения новичком-технологом, это структурные компоненты станка. В ряде случаев дополнительные узлы могут быть изготовлены производителем станка, а в других – сторонними организациями.
К числу дополнительных элементов станка относятся: измерители длины рабочей части инструмента, устройства смены паллет и многое другое. Список дополнительного оборудования непрерывно пополняется.
Дата добавления: 2017-10-04; просмотров: 3608;
Поиск по сайту
Узнать еще
- E). Функциональное программирование
- F). Логическое программирование
- I. ОСОБЕННОСТИ ДЕЛОВОГО И ЛИЧНОСТНОГО ОБЩЕНИЯ В СОВМЕСТНОЙ ДЕЯТЕЛЬНОСТИ
- I.2. Основные категории водопотребления промышленных предприятий и их особенности
- I2. Особенности аэродинамики несущего винта (НВ)
- II. Завоевание Китая маньчжурами. Экономическое положение страны в XVII – начале XIX вв.: аграрная политика Цинской династии, особенности развития городского ремесла
- II. Особенности политического устройства Ирана
- II. Особенности развития турецкой буржуазии. Становление младотурецкого движения

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
