ЭЛЕКТРОГИДРАВЛИЧЕСКАЯ ОБРАБОТКА
МАГНИТНО-ИМПУЛЬСНАЯ ОБРАБОТКА
Магнитно-импульсной (МИО) называют разновидность электрофизической и электрохимической обработки, основанную на использовании импульсных магнитных полей большей силы для деформирования токопроводящих материалов. В проводящем обрабатываемом материале внешнее импульсное магнитное поле генерирует соответствующий импульс тока. В результате взаимодействия электромагнитного поля импульса и внешнего магнитного поля создаются значительные механические усилия, используемые для деформирования пластических материалов. На слайде 1 приведены основные определения МИО. На слайде 2 показана схема установки для МИО – раздачи трубы.
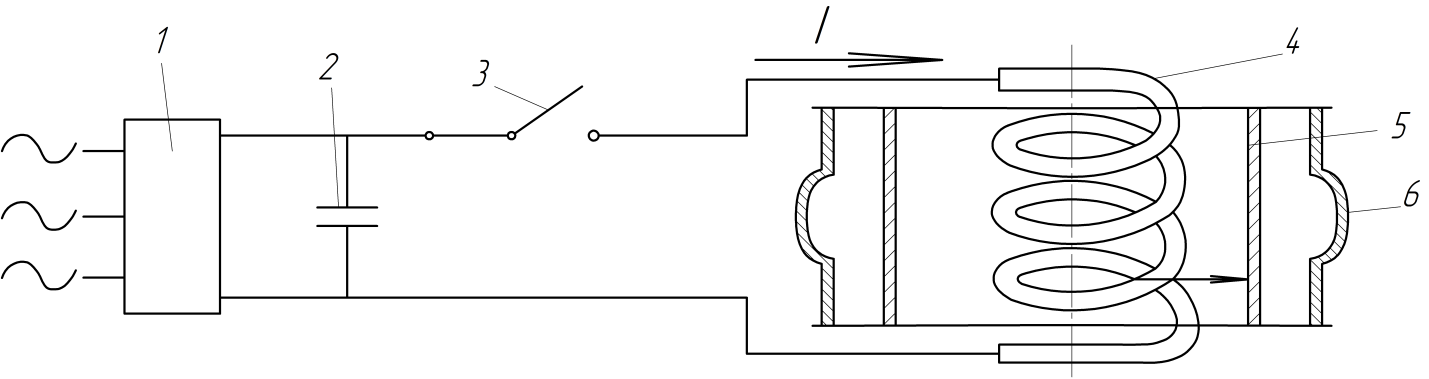
Слайд 2. Схема магнитоимпульсного формообразования: 1 – выпрямитель; 4 – обмотка возбудителя; 2 – батарея конденсаторов; 5 – заготовка; 3 – переключающее устройство; 6 – матрица
Время операции (100 мкс) определяется длительностью зарядки конденсаторов и вспомогательным временем на смену заготовок.
Магнитноимпульсная обработка применяется для изготовления деталей толщиной менее 3 мм из листовых заготовок из стали, латуни, алюминия, меди и даже из сплавов с малой пластичностью.
Достоинства магнитоимпульсного формообразования (Слайд 3): а) простота оборудования; б) отсутствие инструмента; в) возможность получения деталей сложной конфигурации; г) отсутствие движущихся узлов; д) простота автоматизации процесса; е) отсутствие рабочей среды; ж) нет необходимости герметизировать рабочее пространство; з) формообразование можно проводить через непроводящую оболочку.
ЭЛЕКТРОГИДРАВЛИЧЕСКАЯ ОБРАБОТКА
Метод электрогидравлической обработки (ЭГО) основан на использовании ударной волны в жидкости, возникающей вокруг канала высоковольтного импульсного разряда в жидкой среде (электрогидравлический эффект). Принципиальная схема получения электрогидравлического эффекта показана на Слайде 4.
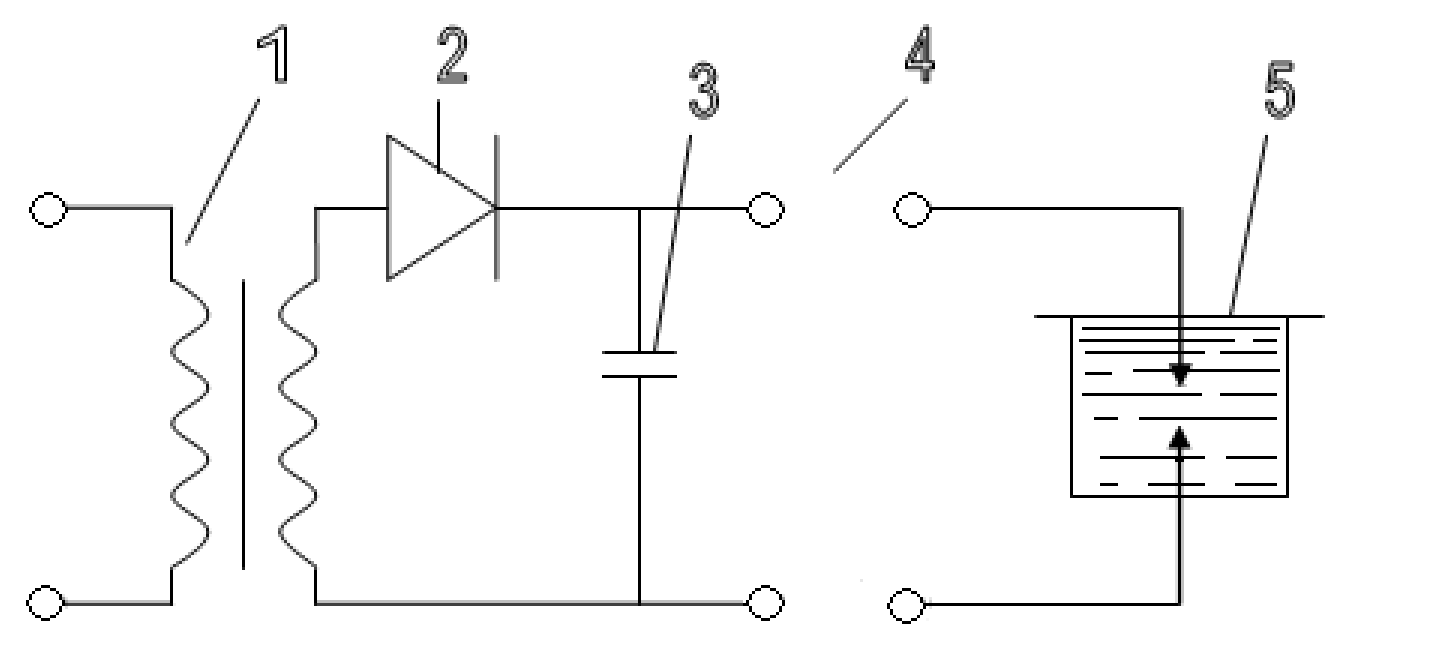
Слайд 4. Принципиальная схема получения электрогидравлического эффекта: 1 – повышающий трансформатор; 2 – выпрямитель; 3 – конденсатор; 4 – разрядник; 5 – рабочая емкость
При возникновении высоковольтного импульсного разряда малой длительности и с крутым фронтом между погруженными в жидкость электродами вокруг канала разряда возникает импульсная ударная волна, создающая также импульсные высокие давления в некотором объеме жидкости. Эти импульсные давления применяют для выполнения разнообразных технологических операций.
В качестве среды используют техническую воду. Электрическая энергия накапливается в конденсаторе, заряженном от высоковольтного выпрямителя. Для штамповки энергия конденсатора колеблется до  . Напряжение заряда конденсатора до
. Напряжение заряда конденсатора до  . Длительность электрического разряда
. Длительность электрического разряда  . Мгновенная мощность
. Мгновенная мощность  . Ток в импульсе
. Ток в импульсе  .
.
Скорость фронта ударной волны заметно превышает скорость звука в воде и доходит до 
Штамповку, вытяжку и другую обработку листовых материалов производят по различным схемам Слайд 5. Давление, возникающее в камере 2 (Слайд 5, а), при прохождении импульсного разряда между электродами 1 передается через резиновую диафрагму 3 листовой заготовке 4, зажатой по краям прижимом 5, и вдавливает заготовку в матрицу 6, придавая ей требуемую форму.
На Слайде 5, б показана схема изготовления детали из конической заготовки 11.
При возникновении импульсного разряда между электродами 6 и 10, умещенными в воду, налитую внутрь конической заготовки, последняя деформируется создающимся давлением и облегает стенки матрицы 8, принимая требуемую форму. Воздух из полости матрицы выходит через трубки 9. Матрица сверху закрывается массивной крышкой 7.
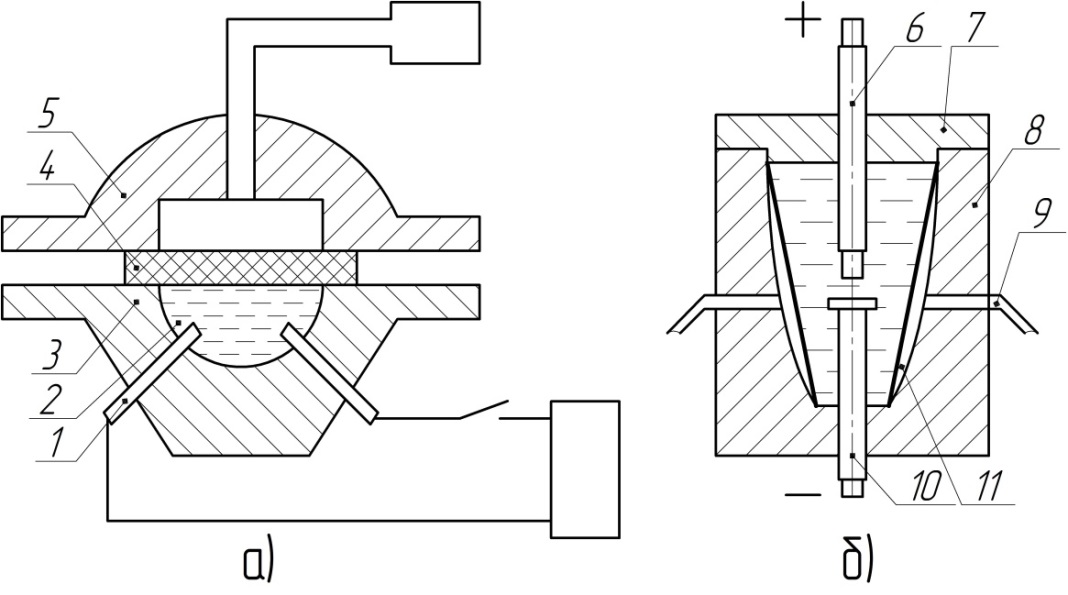
Слайд 5. Схемы обработки давлением с использованием электрогидравлического эффекта: а) формирование заготовки в матрице; б) изготовление детали из конической заготовки
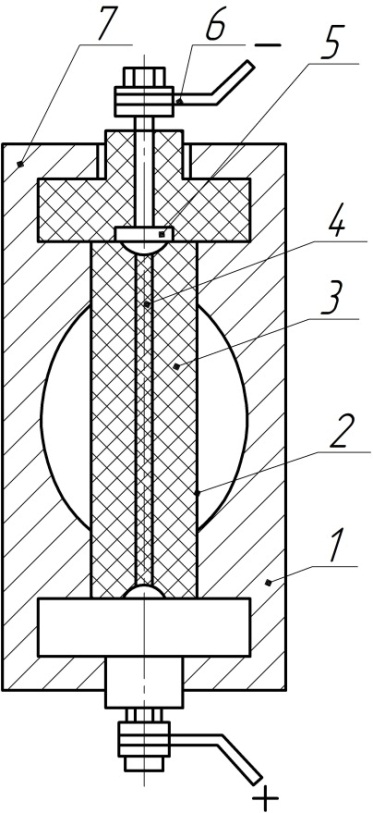
Безматричную раздачу труб с использованием теплового взрыва производят по схеме, показанной на Слайде 6, а. По длине формуемой трубы 3 устанавливают переходную полиэтиленовую втулку 4 с взрывным стержнем. По концам трубы вставляют текстолитовые упоры 1 с электродами 2. При подаче импульса тока на взрывной стержень испаряется, образуя соответствующий объем газов, которые через переходную втулку раздают трубу до формы, показанной на Слайде 6, б. Цилиндричность трубы сохраняется, стенки утоняются.
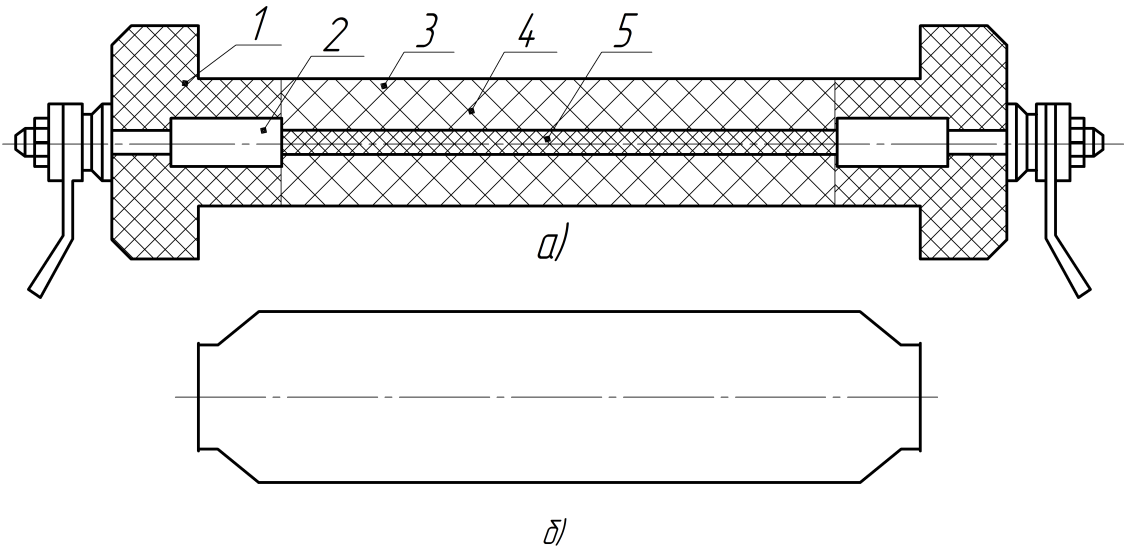
Слайд 6. Безматричная раздача труб: а – схема; б – форма трубы после взрыва
На Слайде 6 также показана схема электровзрывного формования трубчатых заготовок. Кольцевая выпуклость сферической формы в трубчатой заготовке 2 создается за счет взрыва взрывного стержня 4, центрируемого переходной втулкой 3 в матрице 7. У торцов матрицы имеются расточки под вкладыши 1 электродов 5.
Электроды через шины 6 подключаются к коаксиальному выводу генератора импульсных токов и контактируют с взрывным стержнем 4.
Слайд 6. Схема формования трубчатых заготовок с использованием электрогидравлического эффекта
| <== предыдущая лекция | | | следующая лекция ==> |
| ХИМИЧЕСКИЙ СОСТАВ БАКТЕРИЙ | | | Корректор коэффициента мощности (ККМ) |
Дата добавления: 2017-10-04; просмотров: 4396;
Поиск по сайту
Узнать еще
- I. Обработка поверхности изделий.
- I. Обработка результатов журнала технического нивелирования.
- III. Последующая обработка.
- Абразивная обработка
- Автоматизация обработки табличных данных (обработка списков)
- Автоматизированная тематическая обработка радиолокационных снимков.
- Амминирование и гидразинная обработка питательной воды
- Анодно-механическая обработка

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
