Газовая фаза, 2 –жидкость, 3 – твердое тело
Условие равновесия системы может быть представлено в виде равновесия векторов сил поверхностного натяжения в точке А:

где  - поверхностное натяжение между жидким металлом и газом, действующее по касательной к поверхности жидкого металла. Эта сила стремится до минимума уменьшить поверхность капли припоя;
- поверхностное натяжение между жидким металлом и газом, действующее по касательной к поверхности жидкого металла. Эта сила стремится до минимума уменьшить поверхность капли припоя;
 - поверхностное натяжение между твердым телом и газом; сила, приводящая к растеканию жидкости по поверхности металла;
- поверхностное натяжение между твердым телом и газом; сила, приводящая к растеканию жидкости по поверхности металла;
 - поверхностное натяжение между жидким припоем и твердым телом.
- поверхностное натяжение между жидким припоем и твердым телом.
Растекание будет иметь место, если значение превышает  . При
. При  растекание полностью отсутствует; при
растекание полностью отсутствует; при  имеет место полное, при
имеет место полное, при  - частичное растекание.
- частичное растекание.
На смачивание и растекаемость припоя оказывают влияние следующие факторы: состояние поверхности паяемого металла; среда, в которой проводится нагрев; химический состав паяемого металла и припоя; температура процесса и др. Смачивание существенно улучшается при применении специальных сред и флюсов, способных очищать поверхность от окислов и загрязнений.
Кроме смачивания, при пайке определяющую роль играют капиллярные силы. Высота подъема припоя в капилляре в общем случае рассчитывают по формуле

где  - величина зазора (расстояние между паяемыми поверхностями);
- величина зазора (расстояние между паяемыми поверхностями);  - плотность жидкости;
- плотность жидкости;  - ускорение свободного падения.
- ускорение свободного падения.
Из приведенной формулы следует, в частности, что с уменьшением зазора (расстояния между паяемыми поверхностями) высота поднятия жидкости увеличивается.
Высота капиллярного поднятия жидкости в зазоре между двумя параллельными пластинками в два раза меньше, чем в капилляре круглого сечения (рис.3.4).
При оценке капиллярных свойств припоев следует иметь в виду, что не всегда существует прямая зависимость между высотой поднятия расплавленного припоя в зазоре и краевым углом смачивания им основного металла. Меньшему углу смачивания не всегда соответствует большая высота поднятия припоя в зазоре. Так, краевой угол смачивания при введении в медно-серебряные припои индия уменьшается, однако высота подъёма этих припоев в зазоре в случае пайки меди в вакууме не повышается, как этого следовало бы ожидать, а снижается. Припои с большим краевым углом смачивания, обычно лучше текут при увеличенных зазорах (0,2-0,5 мм).
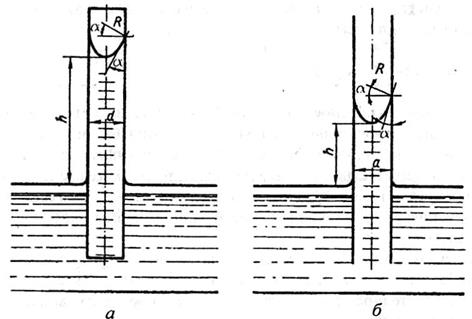
Рис.3.4 схема подъема жидкости
Дата добавления: 2017-03-12; просмотров: 1588;
Поиск по сайту
Узнать еще
- Адсорбция на границе твердое тело – газ
- Адсорбция на границе твердое тело-газ
- АНАЭРОБНАЯ (ГАЗОВАЯ) ГАНГРЕНА
- Антителозависимая клеточная цитотоксичность.
- Взаимодействие точечного заряда с заряженным телом.
- Возможность Подделать Язык Телодвижений
- Вопрос 3. Абсолютно черное тело. Серое тело.
- Всякое физическое тело (система), поставленное в определённые внешние условия, рано или поздно приходит в состояние термодинамического (статистического) равновесия.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
