Особенности формирования соединений при сварке плавлением
При сварке плавлением (рис.2.1) удаление атомов поверхностных загрязнений 3, активация поверхностных атомов 1 соединяемого металла 2, формирование физического контакта и химических связей между атомами металла осуществляются в результате местного расплавления соединяемых поверхностей и образования общей сварочной ванны. В жидком металле связи между атомами сохраняются, в том числе и на межфазной границе 4, образующейся при расплавлении кромок соединяемых частей металла. Поэтому для образования непрерывных межатомных связей достаточно появления общей сварочной ванны 5. При этом исчезают границы раздела между соединяемыми поверхностями. Таким образом, образование общей сварочной ванны является основным и обязательным этапом формирования соединений при сварке плавлением.
Процесс сварки плавлением - это комплекс одновременно протекающих физических процессов, основными из которых являются:
плавление кромок соединяемых деталей и во многих случаях плавление электродной или присадочной проволоки в зоне сварки;
металлургические процессы, протекающие в расплавленном металле;
тепловое воздействие на основной металл в околошовных зонах;
кристаллизация расплавленного металла и формирование металла шва.
Для реализации сварки плавлением используются источники энергии различного вида. Наибольшее распространение в производстве ЛА получили процессы сварки, в которых для нагрева применяются: электрическая дуга, плазменная струя, электронный луч. Менее распространены газовое пламя, световой и лазерный лучи, электрорасплав, реакция термита и др.
В результате нагрева от внешнего источника теплоты в соединении возникает сложное изменяющееся температурное поле. Температура любой точки соединения в зоне нагрева сначала повышается, достигает определенного максимума, а затем начинает понижаться, стремясь к температуре окружающей среды. Такое изменение во времени температуры данной точки тела называется термическим циклом. В результате воздействия термического цикла сварки образуется характерное строение сварного соединения (рис. 2.2). В сварном стыке выделяют:
- сварной шов – участок соединения, образованный в результате кристаллизации расплавленного металла сварочной ванны (зона А);
- граница между металлом сварочной ванны и нерасплавившимся металлом сварочной ванны (частично оплавившегося зерна Ме)- зона сплавления;
-зона термического влияния (ЗТВ) – не подвергшийся расплавлению участок сварного соединения, структура и свойства которого изменились в результате нагрева (зона Б).
Конечные свойства сварного соединения зависят от процессов, обеспечивающих формирование металла шва и оказывающих влияние на область металла, прилегающую к линии сплавления (ЗТВ) (рис.2.2).Свойства металла шва, имеющего литую структуру, зависят от состава свариваемого металла, условий защиты расплава от окружающей атмосферы, металлургических процессов, происходящих в расплаве сварочной ванны, условий, в которых проходит охлаждение и кристаллизация металла шва. Характер изменения свойств металла в зоне термического влияния зависит, с одной стороны, от свойств свариваемого металла, с другой - от термического цикла сварки.
Процессы, протекающие в зоне термического влияния, часто оценивают по диаграмме состояния и характеру распределения максимальной температуры (Ттк). Так, например, при сварке сплава системы железо-углерод состава С„ можно выделить следующие области :
1 - высокотемпературная область, где металл в процессе сварки нагревался выше температуры солидуса (Тс<Ттax<Тл). В этой области в процессе сварки металл находился в твердо-жидком состоянии. Как правило, эта область является наиболее слабым участком сварного соединения, вследствие появления химической неоднородности и возможности образования горячих трещин. Горячие трещины - хрупкие межкристаллические разрушения металла шва и околошовной зоны, возникающие в твердо-жидком состоянии в процессе кристаллизации, а также при высоких температурах в твердом состоянии. Причины их образования при сварке: низкая пластичность и прочность металла, находящегося в двухфазном состоянии; объемная усадка металла при кристаллизации и линейное сокращение нагретого металла при охлаждении сварного соединения.
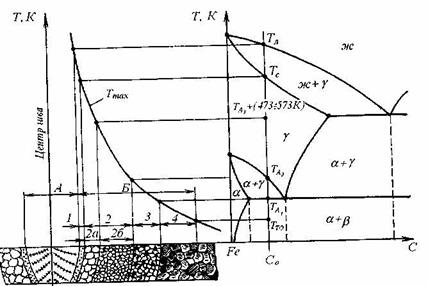
Рис.2.2. Структура сварного соединения, выполненного сваркой плавления
2 - область полной перекристаллизации, где температура превышала температуры завершения фазового превращения (  <Tmax<TC).
<Tmax<TC).
Она включает в себя два участка: участок перегрева 2а, где максимальная температура превышает температуру начала интенсивного роста зерна аустенита ( +(473-573 K)<Tmax< ) и участок перекристаллизации, где процессы превращения феррита в аустенит завершаются полностью ( <Tmax< +(473-573 К)).
Изменения, протекающие в зонах 1 и 2, часто называемых околошовной зоной, наиболее существенны и в большинстве случаев оказываются решающими при оценке свариваемости металлов. К таким изменениям можно отнести снижение пластичности и ударной вязкости вследствие роста зерна из-за перегрева металла, полной или частичной закалки, а также образования холодных трещин.
Холодные трещины - локальные межкристаллические разрушения, образующиеся в сварных соединениях преимущественно при низких температурах. Причины их образования при сварке: охрупчивание металла вследствие протекания закалочных процессов при быстром его охлаждении и образовании метастабильных структур мартенситного типа; остаточные напряжения, возникающие в сварных соединениях.
3 - область неполной перекристаллизации (  <Тmax< ), где максимальная температура превышала температуру начала фазового превращения. Структурные изменения в этой области оказывают меньшее влияние на свойства свариваемого металла, чем в околошовной зоне, но и здесь возможно разупрочнение металла.
<Тmax< ), где максимальная температура превышала температуру начала фазового превращения. Структурные изменения в этой области оказывают меньшее влияние на свойства свариваемого металла, чем в околошовной зоне, но и здесь возможно разупрочнение металла.
4 - область, где максимальная температура превышала температуру последней перед сваркой термической обработки (TT0<Тmax). Свойства металла в этой области после сварки зависят от состояния, в котором находился металл до сварки. При сварке отожженной стали изменения свойств металла не происходит. Если сталь находилась в деформированном состоянии, то происходит рост зерна и изменение прочности и твердости металла вследствие рекристаллизации. При сварке закаленной стали - неизбежно разупрочнение металла, вызванное отпуском.
Большинство металлов и сплавов при сварке плавлением взаимодействует с окружающей атмосферой. Особенно активно реагирует расплавленный металл , в меньшей степени - закристаллизовавшийся металл шва и металл в зоне термического влияния.
Содержащиеся в воздухе азот и кислород, а также водород могут взаимодействовать с нагретым металлом физически - растворяться в нем или химически - образовывать с ним химические соединения.
Это приводит в подавляющем большинстве случаев к снижению свойств металла шва и сварных соединений; может явиться причиной образования в нем дефектов в виде несплошностей (пор, пузырей, раковин) снижения плотности и коррозионной стойкости сварных соединений. В связи с этим одной из важных задач при сварке плавлением является защита металла в зоне сварки от контакта с воздухом. Она решается с помощью газовой, шлаковой, комбинированной, газошлаковой,а также вакуумной защиты.
В качестве средств защиты применяются некоторые газы, сварочные флюсы.
Химические реакции взаимодействия расплавленного металла с газами и средствами защиты называются сварочными металлургическими реакциями.
Дата добавления: 2017-03-12; просмотров: 2735;
Поиск по сайту
Узнать еще
- Appeal –привлекательность.
- Applications (приложения)
- Cила резания при точении
- Cущность организации и ее основные признаки
- D-технология построения чертежа. Типовые объемные тела: призма, цилиндр, конус, сфера, тор, клин. Построение тел выдавливанием и вращением. Разрезы, сечения.
- D-элементы, их применение в медицине и фармации.
- F50 Расстройства приема пищи
- He рекомендуем использовать данный метод, если в дальнейшем будет необходимость прибегнуть к отгибу приборной панели.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
