Электросварка в среде защитных газов
Данная сварка характеризуется тем, что в зону горения дуги подаётся защитный газ, оттесняющий воздух из области сварки и защищающий металл сварочной ванны от вредного воздействия атмосферы (рис. 5.14). Благодаря этому отпадает потребность в электродных покрытиях и сварочных флюсах.
В качестве защитных могут использоваться инертные газы (аргон, гелий), активные газы (азот, водород, углекислый газ), смеси газов (аргон с углекислым газом, аргон и водород, аргон и гелий и др.). Инертные газы не способны к химическим реакциям и практически не растворимы в металле. Для питания дуги применяют постоянный и переменный ток. Сварку выполняют плавящимся и неплавящимся электродами (рис. 5.15)

Рис. 5.15. Схема сварки в среде защитных газов плавящимися (а) и неплавящимися (б) электродом.
1 - сопло сварочной головки; 2 - сварочная дуга; 3 - сварной шов; 4 - свариваемая деталь; 5 - сварочная проволока; 6 - подающий механизм; 7 - присадочный пруток; 8 – неплавящийся электрод.
1.Аргоно-дуговая сварка разделяется на ручную (неплавящимся электродом), автоматическую и полуавтоматическую (плавящимся и неплавящимся электродами). Сварку неплавящимся электродом ведут постоянным током прямой полярности. Следует отметить, что дуга устойчива при токах порядка 1А, что позволяет проводить сварку тонкого металла (0.1 мм). В случае обратной полярности резко возрастает напряжение дуги и устойчивость дуги падает. Однако, при обратной полярности с поверхности свариваемого металла удаляются окислы и загрязнения. Это объясняется тем, что поверхность металла бомбардируется положительными ионами аргона, которые разрушают окисные плёнки (ионное травление).
Сварка плавящимся электродом в аргоне выполняется на постоянном токе обратной полярности при высокой плотности тока до (100А/мм). Аргоно-дуговая сварка применяется для сварки легированных сталей, алюминия и его сплавов, титана.
2.Азотно-дуговая сварка производится неплавящимся угольным или вольфрамовым электродом. Этим способом выполняют соединения из меди и медных сплавов.
3.Аргоно-водородная сварка имеет ограниченное применение . Её применяют для наплавки штампов и деталей из сталей с особыми свойствами - специальной горелкой с двумя вольфрамовыми электродами.
4. Сварка в углекислом газе – наиболее дешёвый способ по сравнению с другими видами сварки в защитных газах. Выполняется только плавящимся электродом на повышенных плотностях тока обратной полярности. Для избежания окисления свариваемых деталей применяют сварочную проволоку с избыточным содержанием раскислителей (марганца и кремния). Сварка в углекислом газе возможна во всех пространственных положениях. По производительности она не уступает полуавтоматической сварке под слоем флюса. Данную сварку трудно выполнить на открытом воздухе, на ветру.
Преимущества по сравнению с ручной электродуговой сваркой покрытыми электродами и автоматической сваркой под слоем флюса:
Высокая степень защиты сварочной ванны от воздуха, возможность ведения процесса во всех пространственных положениях, возможность визуального наблюдения за процессом формирования шва и его регулирования, более высокую производительность процесса, чем при ручной сварке, низкая стоимость сварки.
Применяется: в с/х машиностроении и ремонтном производстве для соединения низколегированных и легированных сталей, сплавов алюминия, а также чугуна.
Пример: силовые узлы конструкции самолётов, медицинские инструменты, алюминиевые трубы и т.д.
Сварка в атмосфере защитных газов в зависимости от степени механизации процессов подачи присадочной или сварочной проволоки и перемещения сварочной горелки могут быть ручной, полуавтоматической и автоматической.
Плазменная сварка
Сварка осуществляется плазменной струёй, имеющей температуру и концентрацию тепла больше чем в электрической дуге. Плазма – ионизированный поток частиц газа при Т=10000 – 200000К. Плазму получают в плазмотронах, пропуская поток газа (аргон) через столб электрической дуги (рис. 5.15). Принцип действия плазмотронов основан на горении дуги между неплавящимися вольфрамовыми электродами и свариваемыми заготовками. Сжатая дуга обладает высокой устойчивостю и широким диапозоном технологических свойств. Питание дуги осуществляется от источника переменного или постоянного тока прямой полярности. В плазмотрон попадают сразу два независимых потока газа – плазмообра зующий и защитный.Плазмообразующим газом служит аргон, а защитным гелий, углекислый газ или смесь газов.
Преимущества:
- при больших токах мощная плазменная струя обеспечивает провар тугоплавких металлов,
- при малых токах (0.5А) получают микрострую, что позволяет сваривать тонкие пластинки (до 100 микрон).
Применяется при изготовлении изделий из высоколегированных сталей, никелевых сплавов, молибдена, для сварки тонколистового металла, в основном в авиационной и электронной промышленности.
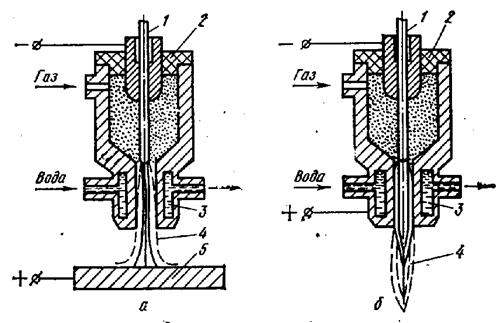
Рис. 5.16. Схема дуговых плазменных горелок: а) прямого действия; б) косвенного действия:
1 - вольфрамовый электрод; 2 - втулка изоляционная; 3 - сопло;
4 - плазменная струя; 5 - изделие.
Дата добавления: 2017-01-26; просмотров: 3107;
Поиск по сайту
Узнать еще
- I. Ориентация формы в среде.
- I.1.4 ИДЕАЛЬНЫЙ ГАЗ. ГАЗОВЫЕ ЗАКОНЫ. УРАВНЕНИЕ СОСТОЯНИЯ ИДЕАЛЬНОГО ГАЗА
- I.1.6 ОСНОВНОЕ УРАВНЕНИЕ КИНЕТИЧЕСКОЙ ТЕОРИИ ГАЗОВ. ЗАКОН РАВНОМЕРНОГО РАСПРЕДЕЛЕНИЯ ЭНЕРГИИ ПО СТЕПЕНЯМ СВОБОДЫ
- I.3.4 ВЗАИМНЫЕ ПРЕВРАЩЕНИЯ ЖИДКОСТЕЙ И ГАЗОВ
- I.6.3 ДВИЖЕНИЕ ЖИДКОСТЕЙ И ГАЗОВ. УРАВНЕНИЕ БЕРНУЛЛИ
- VII.2. Закономерности изменения свойств нефтей и газов на месторождениях
- АБСОРБЦИОННАЯ ОЧИСТКА ГАЗОВ ОТ ДИОКСИДА УГЛЕРОДА
- Автоматизация газового промысла

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
