РАЗЛИВОЧНЫЕ МАШИНЫ И ИХ ОБОРУДОВАНИЕ
В цветной металлургии металл разливают для производства полуфабрикатов и готовой продукции: слитков, чушек, вайербарсов, анодов. Рафинированные металлы (цинк, свинец, медь) разливают в чушки, вайербарсы и слитки; черновые металлы – в слитки, аноды. Для разливки металлов используют карусельные, ленточные литейные машины, агрегаты для непрерывного литья вайербарсов и установки полунепрерывного и непрерывного литья круглых и профильных заготовок.
5.4.1. КАРУСЕЛЬНЫЕ МАШИНЫ
Карусельные машины используют для разливки товарного цинка и свинца, разливки меди и никеля на аноды и вайербарсы.
Установка для разливки свинца (рис. 225) состоит из отдельных агрегатов: механизма клеймения чушек 1 с приводом 2, системы вытяжных зонтов (кожуха) 3, привода машины 4, пульта управления 5, установки 6 для разлива металла по изложницам 7, чушкосъемника 8. Ниже будет дано описание каждого агрегата.
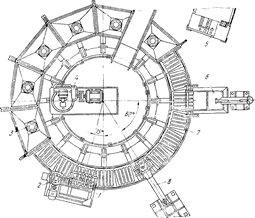
Рис. 225. Установка для разливки свинца
Карусельная машина (рис. 226) для разливки свинца состоит из массивного литого корпуса 13 цилиндрической формы. Корпус посредством термообработанных конических роликов 29 опирается на коническое опорное кольцо 28, размещенное на фундаменте. Применение конических роликов повышает стабильность работы карусели и ее центрирование относительно оси кольца. Однако применением конических роликов обусловлены повышенные требования к монтажу установки и ее эксплуатации. Дополнительное центрирование карусели осуществляется с помощью упорных стальных роликов 27, установленных на регулируемых кронштейнах, закрепленных к стойке 26. Конические и опорные ролики несут большую нагрузку и находятся в зоне высоких температур, загрязненности и повышенной влажности.
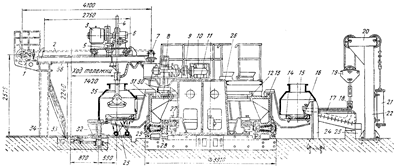
Рис. 226. Карусельная машина для разливки свинца
Для надежности работы опорных элементов их состояние периодически контролируют и постоянно смазывают. Упорные ролики в процессе эксплуатации требуют регулирования для обеспечения плотного и одновременного контакта конических и цилиндрических роликов с их опорами.
При ремонте конического опорного кольца (раз в 4 года) тщательно восстанавливают его поверхность с помощью сварки и последующей механической обработки с шабровкой.
На выступы корпуса 13 свободно надевают стальные кронштейны 31. Хвостовик каждого из 24 кронштейнов центрируют на цилиндрическом выступе; своей опорной плоской частью хвостовик опирается на цилиндрическую поверхность корпуса. С помощью соединительных угольников 14, уложенных на кронштейны, осуществляется их фиксирование на карусели. На эти же угольники устанавливают 24 изложницы 16, которые свободно опираются на угольники. При выверке горизонтальности положения применяют подкладки. Для изготовления изложниц применяют серый чугун. Поскольку свинец обладает высокой жидкотекучестью, а отливки не должны иметь на поверхности раковин, трещин, посторонних включений и неровностей, внутреннюю поверхность изложницы шлифуют и боковые стенки ячеек делают наклонными. Для повышения эффективности работы в каждой изложнице предусмотрено пять ячеек, рассчитанных на пять 40-килограммовых чушек. Для повышения скорости кристаллизации отливок (чушек) используют оросительное охлаждение пзложниц холодной водой, поступающей под давлением 0,2 – 0,3 МПа. Охлаждающая вода подается через систему 25 мелких отверстий (брызгал) в подводящих трубках. Для увеличения теплопередачи дно изложниц делают ребристыми. Образующийся водяной пар и газы отводятся через вытяжные вентиляционные кожухи 15, установленные над изложницами.
Правилами техники безопасности обусловлены очень жесткие требования к отсутствию загазованности у литейных машин во избежание тяжелых последствий (отравлений и т. п.). Поэтому разливка свинца недопустима без включения в работу вентиляционной системы. Для повышения безопасности пульт управления вынесен за пределы карусели, а ее управление автоматизировано.
Изложницы заполняют во время остановки карусели. Привод карусели осуществляется с помощью электродвигателя 10 мощностью 11 кВт частотой вращения 1340 мин-1, муфты 9, червячного редуктора 8, ведущей шестерни 30 и зубчатого венца 12, закрепленного к корпусу 13. Приводная система установлена на раме 11 стойки 26. Машину для разливки свинца очень часто останавливают для заполнения изложниц и, одновременно, для выемки остывших чушек, их клеймения и снятия с поверхности остывающих чушек оксидной пленки. Учитывая большую суммарную силу тяжести карусели с чушками и изложницами и поворотно-кратковременный режим работы, электродвигатель привода выбирают с большим пусковым моментом, системой регулирования скорости вращения карусели (система генератор – двигатель) и электросистемой для плавного пуска и замедления.
Привод карусели обеспечивает при непрерывной работе частоту вращения, равную 1 мин-1. Для надежной работы в смазываемые узлы систематически подается масло. Зубчатая передача смазывается графитовым смазочным материалом.
Изложницы заполняются металлом из заливочного ковша 17 (одновременно пять ячеек). Для наклона ковша, установленного цапфами на стойке 24 рамы 23, используют гидропривод 20 или пневмопривод и электромагнит. Привод 21 наклона ковша действует с помощью тяг 18, закрепленных к проушинам ковша, крюковой подвески 19, неподвижных блоков, закрепленных на осях кронштейна колонн 22. Электромагнитный привод обеспечивает более равномерный и плавный поворот ковша. В последнее время металл в изложницы заливают с помощью камеры дозатора, обеспечивающей точность дозировки при определенном законе заполнения изложницы. Это позволяет получить более качественную отливку. Заливочный ковш и дозатор заполняются металлом из рафинировочного и промежуточного обогреваемых ковшей. Во избежание затвердевания свинца в ковше (дозаторе) применяют электрический обогрев.
Выемка свинцовых чушек – наиболее сложная и трудоемкая операция. В установке предусмотрена механизированная съемка чушек. Чушкосъемник подвешен на зубчатой рейке 4, которая приводится в движение от электродвигателя 3 и редуктора 6, смонтированных на тележке 5, консольной балки 36, закрепленной к раме 34. С помощью рейки осуществляется подача захватывающих вилок к изложнице. Когда в пневмоцилиндр 35 подается сжатый воздух, вилки сжимаются и входят в соприкосновение с пятью извлекаемыми чушками. Обратным ходом поршня чушки извлекаются из изложницы. Для нормальной работы чушкосъемника необходима отлаженная работа заливочного устройства для заполнения ячейки до определенной высоты, а также правильная установка вилок и заостренность кернов.
Захваченные пять чушек поднимаются реечным механизмом. Затем вместе с тележкой они перемещаются приводом / и цепью 2 на уровень разгрузочного стола 33. Натяжение цепи осуществляется с помощью натяжной звездочки 7. На стол чушки опускаются с помощью реечного механизма. При подходе к столу включается подача сжатого воздуха, и чушки из вилочного захвата попадают на поворотный стол, который кинематически поворотным устройством 32 так связан с ним, что при очередном повороте карусели разворачивает стол на 90°. Такое движение способствует устойчивому формированию штабеля чушек. Образуемый штабель с помощью вилочного устройства (крапа, автопогрузчика) транспортируется на склад готовой продукции.
Клеймение чушек осуществляется от самостоятельного механизма, приводимого в движение электродвигателем мощностью 1,7 кВт через редуктор. Клеймение происходит под действием пружин заостренными ударниками.
Описанная машина имеет производительность 40 – 50 т/ч при диаметре карусели 6 м. Без изложниц и электрооборудования масса машины составляет 34,5 т.
Карусельные машины для разливки меди на аноды и вайербарсы отличаются конструкцией механизмов заливки металла, выталкивания слитков и их транспортирования от машины. На рис. 227 показана установка для разливки меди на аноды. Установка состоит из заливочной машины 1, пульта управления 2, заливочного устройства 3, привода машины 4, механизма для опрыскивания изложниц 5, механизма для подбивки штырей 6, анодосъемника 7, участка разгрузочных рельсов 8, концевых выключателей 9, вытяжного устройства 10, устройства подвода охлаждающей воды 11.
Заливочная машина показана на рис. 228. Установка ковша осуществляется тремя способами: подвесным (рис. 228, а), консольно-подвесным (рис. 228, б) и способом поворота при дозировочной подаче (рис. 228, в). Вместимость ковша для заливки металла 800 – 1000 кг, что соответствует массе трех – четырех анодов. Увеличив вместимость ковша, можно предотвратить остывание металла и замерзание его в ковше. Ковш состоит из цилиндрического копильника и разливочного носика. Корпус ковша изготовлен из листовой стали толщиной 8 – 10 мм, для футеровки используют шамотный кирпич. На носике ковша предусмотрены две цапфы и уши, на копильнике приварены щеки шириной 140 мм. Для качественной заливки практикой установлены следующие размеры: расстояние от верха футеровки носика ковша до дна изложницы не должно быть более 200 – 220 мм, от края носика до расположенного под носиком края изложницы не более 150 – 160 мм, превышение уровня носика над задней стенкой ковша не более 10 – 15 мм.
При подвесной системе (см. рис. 228, а) на опорных П-образных колоннах 1 с кронштейном 7 подвешивается ковш 2 на крюках 3, цепях 4, закрепленных к траверсе 5. Траверса подвешивается на тросе, который перекинут через блок 6 и управляется гидроцилиндром, пневмоподъемником или электроприводом с барабаном и редуктором. Передняя часть ковша подвешивается на тросе 8, закрепленном на его цапфе 9. При консольной подвеске на колонках 1 (см. рис. 228, б) ковш 2 устанавливают на сферической стойке 6 и укрепляют с помощью цепи 4, надетой на цапфу 5.
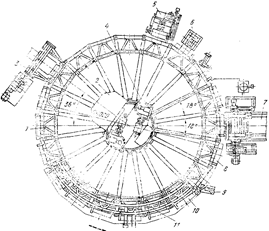
Рис. 227. Установка для разливки меди на аноды
Управление разливкой металла осуществляется с помощью гидроподъемника через трос, закрепленный к щекам 3. Обычно заливкой металла управляют вручную. Но при этом точность заливки зависит от опыта машиниста. Статистика показывает, что при ручной заливке анодов с номинальной массой 240 – 250 кг колебание их массы составляет ±15% (обычно в сторону увеличения). Для устранения этого недостатка ковш устанавливается цапфами на поворотные стойки 1 и под копильником через весовое дозирующее устройство 3 на гидроподъемник 2 (см. рис. 228, б). При достижении заданной вместимости в ковше весовое устройство передает команду на отключение подачи металла в ковш из промежуточной емкости 4. Управление заливкой металла в изложницы осуществляется гидроподъемником по автоматически выполняемой программе.
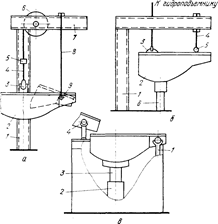
Рис. 228. Заливочные машины с ковшом, установленным различными способами
На рис. 229 показаны карусельные машины с каруселью диаметром 10 и 13 м. При карусели диаметром 10 м (рис. 229, а) машина приводится во вращение от двух одинаковых приводов, состоящих из электродвигателя 1 постоянного тока мощностью 11 кВт, редукторов 2 и 3, шестерни 5 и зубчатого венца 6. Сдвоенный привод позволяет уменьшить размеры зубчатой передачи и сделать ее более спокойной. Для автоматического плавного разгона, поворота и торможения в определенном положении служат командоаппараты, кинематически связанные с редуктором. Машина работает по прерывистому циклу движения. Во время ее остановки происходит заполнение металлом изложниц, выполняются выемка застывших слитков, подбивка штырей, опрыскивание известковым молоком во избежание сваривания жидкого металла с изложницей и т. д. Корпус машины 7 представляет собой литой чугунный стакан, вращающийся по кольцу 8 на 24-х роликах 9. Конические ролики соединены между собой сепаратором и помещены в масляную ванну. На кольце 8 закреплена стойка 10, на которой установлен привод. К вращающемуся кольцу крепятся литые кронштейны 11. Для выталкивания анодов служит выталкивающий механизм. Он состоит из двух штырей 12 на каждой изложнице 13. Штыри свободно установлены в траверсе 14. Каждая траверса имеет ролик 15, который перемещается по разгрузочной кривой (кольцевому рельсу) 16. В момент набегания ролика на подъемный участок, штыри поднимаются в изложнице и воздействуют на край анода, отрывая его от изложницы. Здесь анод захватывается анодосъемником и транспортируется в холодильник. При переходе подъемного участка конусные головки штырей сажают в соответствующие углубления изложниц так, чтобы между ними не образовались щели, в которые может проникнуть расплавленная медь, вследствие чего заклиниваются штыри. Для подбивки штырей используют механизм подбивки. Для облегчения выбивки штырей из анодов поверхность изложницы опрыскивают известковым молоком, а посадочные места – жидкой глиной. Для интенсификации кристаллизации меди изложницы охлаждают водой. Образовавшиеся газы и пары в этой части машины удаляют с помощью вытяжного кожуха. Машинист управляет работой установки с пульта 4.
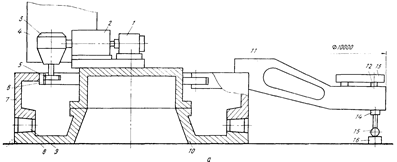
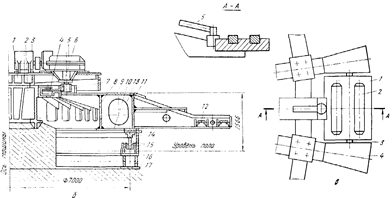
Рис. 229. Карусельные машины
Разливочная анодная машина с каруселью диаметром 13 м показана на рис. (229, б). Эта машина имеет большую производительность и обслуживает две анодные печи. Для облегчения работы установки электрическая схема привода позволяет осуществлять рабочий цикл в основном полуавтоматическом режиме. Предусмотрено ручное управление машиной. При полуавтоматическом режиме выпуск и заливку металла выполняет машинист. Разгон, плавное движение и торможение карусели в точно заданном месте для заливки осуществляются автоматически. Привод машины состоит из двух двигателей постоянного тока 3, двух червячно-цилиндрических редукторов 5, двух шестерен 7, передающих вращение на подвенцовую шестерню 6, жестко скрепленную с корпусом карусели. Привод установлен на раме 1 стойки 2. Корпус карусели состоит из верхнего 9 и нижнего 10 поясов, которые разделены кольцевыми внутренней 8 и наружной 11 стенками. Для повышения жесткости применяют диафрагмы 13 и ребра жесткости. Кронштейны карусели также усилены ребрами жесткости. Для установки изложниц в два ряда по радиусу предусмотрены специальные усиленные балки 12. Корпус и кронштейны сварены из толстолистовой стали марки Ст3. Корпус карусели с помощью кругового рельса 14 установлен на 24-х цилиндрических опорных роликах 15. Корпуса роликов 16 опираются на фундамент 17, выполненный в виде кольцевой плиты коробчатого сечения. Центровка карусели осуществляется с помощью четырех горизонтальных роликов 4, катающихся по специальному бандажу вращающегося корпуса.
Во все закрытые трущиеся узлы машины автоматической станцией подается смазочный материал. Опорные и центрирующие ролики, подшипники тихоходного вала редуктора смазываются периодически (1 раз в смену) маслом ИП1-Л, открытая пара – цилиндровым маслом.
Большое внимание уделяется конструкции изложниц. Их отливают из такой же меди, что и разливаемые аноды. При этом каждую изложницу тщательно обрабатывают по внутренней поверхности и по отверстиям выталкивающих штырей. В карусели диаметром 13 м привод выталкивающих штырей осуществляется от пневмоцилиндра под действием сжатого воздуха давлением 0,4 – 0,6 МПа. В момент остановки карусели в пневмоцилиндр подается сжатый воздух, воздействующий через шток на коромысло, толкающее два выталкивающих штыря. Штыри отрывают анод и поднимают его над краем изложницы, где анод захватывается анодосъемником.
Конструкция машины для разливки меди на вайербарсы отличается только конструкцией изложницы 1 (рис. 229, б) и способом выемки слитков 2. Обычно изложницы отливают из рафинированной вайербарсовой меди. Число вайербарсов в изложнице колеблется от 2 до 5. Изложница шарнирно 3 закреплена на кронштейнах 4. Горизонтальное положение изложницы обеспечивает рычаг 5, закрепленный к изложнице и перемещающийся по разгрузочной кольцевой направляющей. При ударе рычага по ударному участку направляющих изложница поворачивается вокруг шарнира и вайербарсы падают на наклонный пластинчатый транспортер. На транспортере вайербарсы охлаждают водой, а затем их подают на площадки для разбраковки и устранения дефектов.
Как уже отмечалось для подбивки штырей применяют механизм (рис. 230, а), в состав которого входят рама 1, два молотка 6, закрепленные на рычагах 5 и два электромагнита 3. В неработающем состоянии молотки удерживаются в верхнем положении противовесами 2. При включении электромагнитов командоаппаратом механизма вращения машины после ее остановки под действием тяги 4 и рычага 5 молотки 6 ударяют по штырям, обеспечивая плотное вхождение головок в отверстие изложницы.
При отключении электромагнитов рычаги под действием противовесов занимают исходное положение.
Смазка изложниц осуществляется механизмом (рис. 230, б), состоящим из бака 4, мешалки 13 с приводом, барабана 11, разбрызгивателя 9, рамы 14 и стойки 5. Известковый раствор постоянно взбалтывается мешалкой 13, сидящей на валу 8. Привод мешалки обеспечивает электродвигатель 6 через клиноременную передачу 7. Под действием мешалки известковый раствор поступает в правую часть бака, отделенную перегородкой 12. Здесь раствор захватывается вращающимся барабаном 11 и поднимается по его поверхности при вращении. Раствор с барабана на изложницу сдувается сжатым воздухом, поступающим через сопла 10 разбрызгивателя 9. Угол наклона сопел зафиксирован и обеспечивает разбрызгивание раствора на всю поверхность изложницы.
Воздух к соплам подается постоянно. Вращение барабана для подачи известкового раствора начинается после установки изложницы против механизма для смазки от электродвигателя 1, редуктора 2 и передачи 3.
Для переноса анодов к охлаждающему транспортеру используют анодосъемники. Применяют анодосъемники двух типов с гидромеханическим (рис. 231, а) и пневмомеханическим (рис. 231, б) приводом. Механизм состоит из корпуса 8 захватного органа, привода захватного органа и ванны 12 с цепным транспортером. Захватный орган включает челюстный захват 3, шарнирно прикрепленный к поддерживающему рычагу 6 и приводному рычагу 5. Для зажима анода захватом применяют гидроцилиндр 4. Привод перемещения захватных рычагов выполнен в виде кривошипа, закрепленного на выходном валу редуктора 10, и шатуна 9. Над ванной перемещается цепь 7 с приводной 14 и натяжной звездочками. Приводная звездочка 14 поворачивается от эксцентрика, посаженного на выходном валу редуктора, через шатунную тягу 11. Для создания прерывистого направленного движения шатунная тяга соединена с приводной звездочкой с помощью храпового механизма 13.
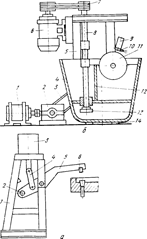
Рис. 230. Механизмы для обслуживания карусельной машины
При повороте кривошипа вправо приводные рычаги поворачивают вправо челюстной захват с зажатым гидроцилиндром анодом на поддерживающих рычагах. В крайнем правом положении анод опускается на борт ванны. Здесь рычагами 15, расположенными по бокам ванны, анод сталкивается в ванну, повисая на цепях. При повороте кривошипа и приводных рычагов влево гидроцилиндр возвращается в исходное положение, захват останавливается над анодом 2 следующей изложницы 1, и при крайне левом положении захватывает анод.
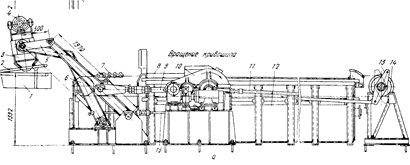
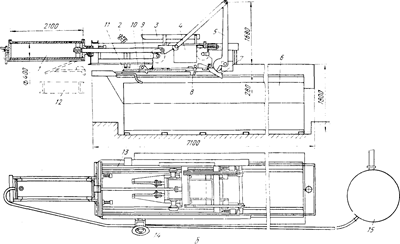
Рис. 231. Анодосъемник
В это время кривошипно-шатунный механизм поворачивает храповик, и цепи перемещаются вместе с анодом на шаг подачи. Специальным захватом крана охлажденные аноды извлекаются из ванны и транспортируются в электролизный цех. На Балхашском ГМК используют анодосъемную машину с пневмомеханическим приводом (см. рис. 231, б), разработанную и изготовленную работниками комбината.
Машина состоит из пневмоцилиндра 1, охлаждаемого водой, рельсовой рамы 13, трехходового крана 14, конечного выключателя 2, ограничительной шины 3, тележки 4, вилки 11, рычагов 5, шарнирных упоров 7, 8, 9, направляющих 10, ванны с водой 6 и воздушного рессивера 15. Для остановки разливочной машины лыжа 5 заходит на концевой выключатель и обесточивает привод карусели. Под действием сжатого воздуха давлением 0,2 – 0,3 МПа тележка подходит к разливочной машине 12 и вилкой снимает предварительно поднятый штырями анод. При дальнейшем движении вилки влево анод полностью ложится на нее. В крайнем левом положении вилка останавливается. Здесь с помощью переключателей сжатый воздух подается в левую полость пневмоцилиндра и тележка вместе с анодом начинают перемещаться вправо по рельсовой раме. При этом вилка выталкивается из-под анода с помощью упоров, расположенных на ванне. Анод останавливается и ложится своими ушками на бортики ванны. При движении шины назад срабатывает конечный выключатель и карусель поворачивается на следующий шаг, равный расстоянию между изложницами. При следующем ходе тележки влево упор 9 откидывается и проходит над анодом. При ходе назад упор начинает перемещать анод по бортику ванны до положения, определяемого шарнирным упором 10.
При этом второй анод ложится на край бортика ванны. При следующем цикле движения тележки первый анод перемещается к полю действия упора 7, второй – к упору 8 и первый – к упору 9, третий анод ложится на край ванны. Новый цикл приводит первый анод к линии действия рычага-толкателя 5. Соотношение плеч рычагов выбирают таким, чтобы обеспечить проталкивание анода за каждый цикл на расстояние, равное его толщине. Общее число охлаждаемых анодов (пачка) подбирают по величине усилия Р, развиваемого гидроцилиндром с поршнем диаметром 400 мм (Р = 37,5 кН). Пачка охлажденных анодов удаляется мостовым краном и транспортируется в электролизный цех Описываемый анодосъемник хорошо зарекомендовал себя в условиях плавильного цеха Балхашского ГМК. Его отличает большая простота устройства – имеется один источник движения вместо гидравлического и механического, как в гидромеханической конструкции анодосъемника. В целом внедрение механизированных анодосъемников позволило избавиться от ручной выемки медных анодов, особенно тяжелых в условиях горячего цеха.
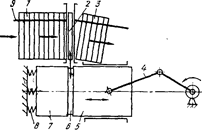
Рис. 232. Механический пресс для исправления искривления поверхности анодов
На Балхашском и Алмалыкском ГМК для перевозки анодов используют автомашины или специальные вагонетки. Вагонетки состоят из рамы с двумя ходовыми тележками с базой между колесами 750 мм. Ширина колеи 750 или 900 мм. К раме приварены продольные бортики с впадинами. Аноды устанавливают во впадины бортиков и транспортируют на дальнейшую переработку. При кристаллизации, охлаждении, выемке и транспортировании анодов возникает искривление поверхности. Для устранения этого недостатка применяют механический пресс (рис. 232). Он состоит из кривошипно-шатунного механизма 4, ползуна 5 и подпружиненного упора 7. Отбракованные аноды / перемещаются по направляющим машины 9. В положении 2 они попадают на цепной подъемник, который перемещает анод 6 между ползуном 5 и плитой 7, упирающейся в наборы пружины 8. При движении ползуна налево анодная поверхность распирается между упором и ползуном. При этом пружины позволяют регулировать усилие калибровки анода и избежать закаливания кривошипно-шатунного механизма при значительном превышении толщины анода в сравнении с номинальным значением. Откалиброванный анод цепным подъемником удаляют из зоны прессования и перемещают в положение 3. Здесь аноды охлаждают и производят дальнейшую выбраковку.
Конструкции разливочных машин для разливки никеля на аноды (рис. 233) аналогичны конструкциям машин, приведенным выше. Установка состоит из дуговой электропечи 3, миксера 6 и разливочной машины 9. Электропечь установлена на шарнирную стойку 17 и управляется гидроцилиндром 2 для слива меди в сливной желоб 4. Шлак выпускают в шлаковый ковш 1. Металл из сливного желоба, закрепленного на опоре 5, сливается в индукционный миксер 6 с помощью гидродомкрата 16. Миксер наклонного типа снабжен гидродомкратом 15 для управления разливки металла в заливочный ковш 7. Ковш, так же как и предыдущие агрегаты, имеет шарнирную стойку 13 и гидроцилиндр 14, позволяющий регулировать слив металла в изложницу 8 карусельной машины 9. Управление машиной осуществляется с пульта 10. Изложницы для никелевых анодов имеют форму, отличную от изложницы с медными анодами. Для механизации выемки анодов предусмотрены электромагнит 11, установленный на поворотно-консольном кране 12. Однако из-за сильного пригорания никеля к изложнице, аноды удаляют вручную.
Карусельная машина для разливки цинка (рис. 234, а) отличается от рассмотренных выше. Карусель 5 машины совершает непрерывное вращение. На ней установлено 22 изложницы вместимостью по 22 кг металла каждая. Изложницы отливают из чугуна и для повышения долговечности охлаждают водой, поступающей по шлангам 4, внутреннему сверлению в валу 8 и подводящей головке 9. Нагретая вода сливается в кольцевой желоб 6. Карусель – это стальной диск 7 диаметром 3,85 м с прибол-ченными к нему кронштейнами для установки изложниц. Диск жестко закреплен на вертикальном валу 8, установленном в опорах рамы 10. Привод вращения карусели состоит из четырехскоростного двигателя и двух червячных редукторов 3. Такая конструкция привода позволяет изменять число оборотов карусели в диапазоне 0,14 – 0,343 мин-1 и производительность соответственно от 4 до 12 т/ч. Машину на ходовых колесах 11 останавливают около печи 12. Из ванны печи цинк зачерпывают графитовой ложкой 1 и разливают по изложницам с помощью привода 2.
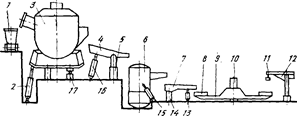
Рис. 233. Линия для разливки анодов на комбинате «Североникель»
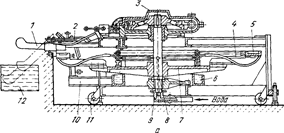
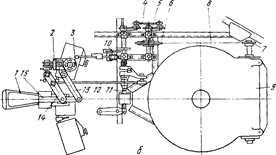
Рис. 234. Карусельная машина для разливки цинка
Механизм движения ложки (рис. 234, б) состоит из редуктора 9 привода машины, от которого через звездочки 6, 7 и цепную передачу 8 движение передается на промежуточный вал 5. Шарнирный четырехзвенник 4 связывает вал 5 с главным валом 11. Кривошип 10 передает через шатун 12 движение на плоский шарнирный четырехзвенник, состоящий из рычагов 13 и 14. Два шарнира этого звена расположены на плите 15 ложки 1. Третий шарнир связан с роликом, перемещающимся по пазу копира регулятора 2, и четвертый шарнир служит осью копира регулятора. Установочный угол копира для установки наклона ложки регулируется штурвалом 3.
Такой сложный привод сообщает ложке возвратно-поступательное движение. При угле главного вала 150° ложка опускается в ванну для зачерпывания металла. Затем она перемещается из печи, одновременно наклоняясь в сторону изложницы для ее заполнения металлом. Затвердевшая чушка выпадает из изложницы при ее повороте вокруг оси с помощью ролика, заходящего в разгрузочный паз управляющего устройства. При прохождении ролика по подъемному участку разгрузочной кривой, изложница возвращается в исходное горизонтальное положение.
Управление движением ложки осуществляется автоматически от щупа, конец которого упирается в поверхность чушки. При пустой изложнице щуп дает команду на движение ложки из печи. Если чушка не выпадает, ложка остается в ванне до подхода пустой изложницы под заливку.
Преимуществами этой машины являются простота, непрерывность вращения карусели и компактность конструкции. Недостатки машины – малая единичная произвоводительность и большое число трущихся узлов.
5.4.2. ЛЕНТОЧНЫЕ РАЗЛИВОЧНЫЕ МАШИНЫ
Ленточные разливочные машины применяют для разливки алюминия и его сплавов, магния, цинка, черновой меди и шлаков на чушки.
Одной из первых была спроектирована ленточная машина для разливки цинка (рис. 235). Такие установки обладают большей производительностью и компактностью по сравнению с круглыми разливочными машинами. Установка состоит из устройства для заливки (желоба) 1, изложницы 2, главного конвейера 14, приводного механизма 13, вспомогательного конвейера 10 со штабелеукладчиком 8. Главный конвейер представляет собой пластинчатый транспортер, на цепях которого шарнирно закреплены чугунные изложницы. В каждой из них размещено по две чушки массой 20 кг. Нижняя поверхность изложниц охлаждается водой через разбрызгивающее устройство 15. Верхняя поверхность изложниц обдувается воздухом. Выделяющиеся в процессе разливки газы и пары удаляются через аспирационную установку. Изложницы заполняются металлом, выплавленным в электропечи, через качающийся желоб 1 с графитовой футеровкой. При этом привод наклона желоба сблокирован с приводом движения конвейера. Чтобы металл не застывал в желобе, применяют электроподогрев до 400 – 450 °С.
Привод 13 конвейера 14 состоит из двигателя постоянного тока, клиноременной передачи, червячного и цилиндрического редукторов, приводных звездочек и втулочно-катковой цепи. Для предохранения от поломки цепей и зубьев при резком повышении нагрузки, звездочки делают разъемными со стягивающими пружинами. При превышении расчетного усилия трущиеся разъемные части звездочек начинают проскальзывать друг по другу. Использование двигателя постоянного тока позволяет плавно регулировать частоту его вращения в диапазоне 400 – 1600 мин-1. Максимальная расчетная скорость конвейера составляет 0,015 м/с, а общее передаточное число – 3300.
Натяжение цепей достигается с помощью винтового устройства у холостой звездочки 3. На рабочей ветви рамы изложницы на роликах перекатываются по направляющим в горизонтальном положении, на холостой ветви ролики цепей перемещаются по направляющим, а изложницы свободно висят на шарнирах. Длина рабочей части машины зависит от скорости остывания слитков и для цинковых чушек составляет 8 – 10 м.
Чушки клеймят с помощью молотка 4, приводимого в движение вращающимся кулачком от цепной передачи 5. При набегании кулачка на рычаг молотка он отводится от изложницы и при сбегании с кулачка, рычаг осуществляет клеймение с помощью пружины. Для клеймения также используют валик с закрепленными на нем клеймами.
Выпадение чушек из изложниц происходит на крутом участке рамы 6. Чушки, выпавшие из изложницы, попадают на механизм подачи 11, представляющий собой цепной питатель с приводом от главного двигателя. Полотно питателя набрано из параллельных втулочно-роликовых цепей.
Вспомогательный конвейер 10 расположен перпендикулярно механизму подачи, с которого чушки попадают в зону действия штабелеукладчика 8. Штабелеукладчик состоит из пневмоцилиндров 7, 17, захватывающих клещей 20 и каретки 16. Перемещение каретки 16 в направлении оси вспомогательного конвейера обеспечивает пневмоцилиндр 17. Конечные положения тележки ограничивают упоры 18. Движение вспомогательного конвейера осуществляется от привода 12.
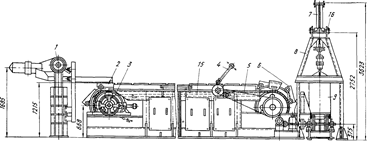
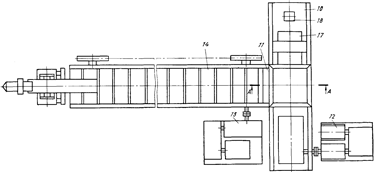
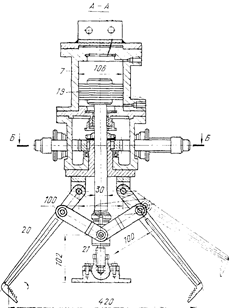
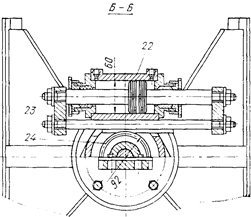
Рис. 235. Агрегат для разливки цинка
Работа штабелеукладчика осуществляется в следующем порядке. При подаче воздуха в пневмоцилиндр 7, поршень 19 начинает перемещаться вниз. Под действием штока 21 клещи 20 расходятся в сторону, и торец штока упирается в чушку. При подаче воздуха под поршень клещи захватывают чушку и поднимаются вместе с ней выше уровня вспомогательного конвейера. Тогда воздух подается в пневмоцилиндр 17, и чушка с кареткой перемещаются до упора 18. Здесь чушка укладывается на вспомогательный транспортер. При этом формуется штабель 9 из 40 чушек, уложенных крестообразно. Для этого клещи разворачиваются вокруг своей оси с помощью другого пневмоцилиндра 22, шток которого связан с рейкой 23. Перемещение рейки обеспечивает вращение шестерни 24 и связанным с ней штока 21 до необходимого положения.
Ленточная разливочная машина для получения алюминиевых чушек. Продолжительное время чушковый алюминий и его сплавы поступали в вагонах «навалом», что влекло за собой большие затраты труда при выгрузке. В настоящее время приняты две формы чушек, позволяющие перевозить их в пакетах. При трапецеидальной форме (СКБЦМ) масса чушки принята 16 кг, при другой форме (Иркутский филиал ВАМИ) – 15 кг. Общая технологическая линия разливки (рис. 236, а) состоит из миксера для алюминия или его сплавов 1, литейного конвейера 2, системы охлаждения чушек 3, чушкоукладчика с транспортером 4 и участка обвязки пакетов 5.
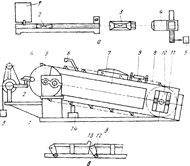
Рис. 236. Линия разливки алюминиевых чушек
Литейный конвейер КЛ-3 (рис. 236, б) представляет собой сварную раму 1 балочного типа, по направляющим рельсам которой, опираясь на катки пластинчатой цепи 12, перемещаются изложницы 8 шарнирным звеном 13, соединенные с цепью (рис. 236, в). Цепь бесконечная, перемещается по нижним и верхним направляющим рамы. На ее пальцах насажены катки с ребордами. Для уменьшения случаев попадания алюминия на оборудование бортики изложниц перекрываются соседними изложницами. Цепь перемещается приводной звездочкой 4 от привода 5. Для натяжения звездочки 10 применяют винтовое и пружинное натяжное устройство 11. Приводной и натяжной валы установлены на сферических подшипниках качения. Для смазки узлов трения применяют насосную установку 14, два питателя и систему трубопроводов.
Привод цепи состоит из электродвигателя мощностью 6 кВт с частотой вращения 960 мин-1, редуктора с передаточным числом 21,5 и редуктора с регулируемым передаточным числом от 19 до 79. Металл разливают через литейную чашу 9, которая имеет гидравлическое приспособление для регулирования струи алюминия, направляемого в изложницу. Во время работы металл в изложницах охлаждается водяным туманом из пневмогидрораспылителей, расположенных над изложницами и под ними. Образовавшиеся газ и пар собираются под зонтом 7 и отсасываются. Такая система охлаждения позволяет регулировать температуру чушек и изложниц за счет интенсивности их охлаждения. Клеймение чушек осуществляется автоматическим устройством 6 с приводом от движущейся цепной передачи. После прохождения приводных звездочек изложницы кантуются, и в этот момент они ударяются об отбойное устройство 2, поднимаемое с помощью грузового механизма 3. В других конструкциях отбойное устройство состоит из стальной плиты, установленной на наборе пружин, сжимающихся при ударе изложницы о плиту. Выпавшие чушки поступают на роликовый приемник. В линии КЛ-3 роликовый приемник представляет собой цепной транспортер со столом-рольгангом, помещенный в бак-раму прямоугольной формы. Над бак-рамой установлен зонт отсоса, а в баке расположена система распылителей воды, аналогичная применяемой в литейной машине.
Чушки по транспортеру перемещаются в зону действия чушкоукладчика ЧАП-4, с помощью которого они собираются в пакеты. Конструкция чушкоукладчика ЧАП-4 показана на рис. 237. С приемного рольганга охладителя 1 чушки 2 попадают на стол 16, где формируется ряд чушек. Движение чушек п
Дата добавления: 2016-12-27; просмотров: 7074;
Поиск по сайту
Узнать еще
- II. ОБОРУДОВАНИЕ ЗАЛА
- II. Принцип действия и режимы работы синхронной машины
- O отключить перегруженное оборудование.
- XXXV. ПОДЪЕМНЫЕ МАШИНЫ И ПРОХОДЧЕСКИЕ ЛЕБЕДКИ
- Абсорбционные холодильные машины
- АВАРИЙНО-СПАСАТЕЛЬНЫЕ МАШИНЫ (АСМ).
- АВАРИЙНО-СПАСАТЕЛЬНЫЙ ИНСТРУМЕНТ И ОБОРУДОВАНИЕ.
- Автоматизированное и программно-управляемое технологическое оборудование

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
