ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ФАЗ 8 глава
Рис. 132. Расположение горелок в печах с шагающим подом: а – торцовое и боковое; б – только боковое; в – боковое и сводовое
Тепловой и температурный режимы печей с шагающим подом неизменны во времени, так как эти печи являются проходными печами постоянного действия. Следует отметить, что эти печи могут работать по камерному режиму и с переменной температурой по длине печи.
Как отмечалось выше, температурный режим печей зависит от характера отопления печей, распределения горелок и дымоотводов. В печах с шагающим подом применяют различное расположение горелок: торцовое, боковое и сводовое (рис. 132). Наиболее часто применяют комбинированное расположение горелок: торцовое и боковое или боковое и сводовое. При боковом отоплении ширина печи составляет 11 – 12 м. При большей ширине печи возможно возникновение неравномерности нагрева по длине заготовки (сляба). При оводовом отоплении заготовки нагреваются достаточно равномерно, поэтому целесообразным является такой метод отопления, когда нижний обогрев оборудован боковыми горелками, а в зонах верхнего обогрева используются сводовые горелки.
Продукты сгорания топлива отводят на стороне загрузки металла и печи с шагающим подом работают обычно с переменной температурой по длине. В отличие от методических толкательных печей в печах с шагающим подом во всех зонах происходит нагрев металла, но интенсивность нагрева в разных зонах может быть различной.
Печи с шагающим подом выполняют без нижнего обогрева и с нижним обогревом. При нижнем обогреве конструкции шагающего пода выполняют водоохлаждаемыми, в результате чего на нагреваемых заготовках образуются темные пятна. Для того чтобы исключить возникновение темных пятен, на трубы шагающих балок приваривают специальные стояки или подставки, промежутки между которыми заполняют теплоизоляцией. Кроме того, горизонтальные трубы шагающих балок расположены в плане не параллельно оси печи и место контакта их со слябом при продвижении металла в печи постоянно меняется.
Конструкция печей. Можно представить следующие варианты конструктивного оформления идеи «шагания» пода:
1) под печи может состоять из трех частей в 2-х вариантах: неподвижного пода (у стен), шагающих и стационарных балок; неподвижного пода (у стен), и 2-х групп шагающих балок;
2) под может не иметь элементов неподвижного пода и состоять из двух групп шагающих балок.
При двух группах шагающих балок обеспечивается более высокий темп выдачи заготовок, но стоимость строительства печи возрастает. Щели между шагающими (или шагающими и стационарными) балками (рис. 133) полностью перекрыты при помощи кожуха, погруженного в неподвижный водяной затвор. Водяные затворы смещены относительно щели между балками, а напротив щели предусмотрен короб для гидравлического удаления окалины. Устройство водяных затворов исключает попадание в печь воздуха из атмосферы.
В печах без нижнего обогрева стационарные и подвижные балки футеруют (сверху вниз) так: хромитовая пластичная масса, огнеупорный материал, содержащий 35 – 44 % Сr2О3, и внизу легковесный изоляционный бетон. Части футеровки балок, примыкающие непосредственно к щели, выполняют из огнеупорного бетона, легко восполнимого при ремонтах. В некоторых случаях для футеровки балок применяют магнезитохромитовые кирпичи, что не дает пока вполне удовлетворительного результата. Напряжение активного пода в печах с шагающим подом достигает 1300 – 1400 кг/(м2ּч), пребывание заготовок 80 х 80 мм в печи составляет 23 – 30 мин, удельный расход тепла ~ 1800 кДж/кг.

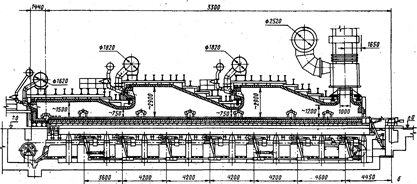
Рис. 133. Печь с шагающим подом: а – поперечный разрез (половина): 1 – неподвижные балки; 2 – подвижные балки; 3 – керамические бортики; б – продольный разрез
Печи с роликовым подом. Печи с роликовым подом являются весьма перспективными, так как у них наиболее совершенная система транспортировки металла через печь. Условия службы роликов при рабочей температуре печи примерно 1573 – 1623 К очень тяжелые, поэтому применяют водоохлаждаемые ролики. Применение таких роликов приводит к тому, что удельный расход тепла достигает 4700 кДж/кг, т. е. расход топлива примерно в два раза превышает расход топлива для печи с шагающим подом при одинаковой производительности печей. Конечно, это большой недостаток таких печей. Печи с роликовым подом в настоящее время широко используют при термообработке металла.
Для нагрева металла перед прокаткой печи с роликовым подом иногда применяют для нагрева заготовок, полученных на машинах непрерывной разливки стали. В этом случае нагреву подвергают сравнительно тонкие слябы толщиной 100 – 150 мм, длина которых может достигать 60 м и более.
3.1.3.4. ПЕЧИ ТРУБО- И КОЛЕСОПРОКАТНЫХ ЦЕХОВ
Для нагрева круглых заготовок перед прокаткой на трубо- и колесопрокатных станах применяют печи специальной конструкции, что объясняется формой заготовок.
Печи с кольцевым подом. На ряде отечественных металлургических заводов работают печи с кольцевым подом, одна из которых показана на рис. 134.
Заготовки, лежащие неподвижно на вращающемся поду, вместе с подом проходят все необходимые зоны нагрева и выдаются через окно выдачи, расположенное рядом с окном загрузки.
Загрузку и выдачу заготовок осуществляют одновременно двумя кранами. Угол между осями окна загрузки и окна выдачи обычно составляет 28°. Следовательно, заготовка, пройдя 332° полного оборота пода, нагревается до необходимой температуры, т. е. время полного оборота пода, соответствующее 332°, равно времени нагрева заготовки. Под движется толчками, причем при каждом толчке под поворачивается наугол, соответствующий расстоянию между двумя заготовками (10 – 12°).
Кольцевые печи могут работать на жидком и газообразном топливе. Горелки (форсунки) устанавливают во внутренних и наружных стенах печи. Применяют также и сводовое отопление таких печей. Продукты сгорания можно отбирать в одном месте (у окна посада) и в нескольких местах. Расположение горелок и дымоотводящих каналов – весьма важная характеристика кольцевых печей. В зависимости от этого печь может работать по методическому или камерному режиму.

Рис. 134. Печь с кольцевым подом
При работе по методическому режиму дым отбирается через два дымоотводящих канала, расположенных один против другого вблизи окна посада. На подобных печах часто предусматривают промежуточные дымоотводящие каналы. Если эти промежуточные дымоотводы отключены, то обеспечивается методический режим. Если они не отключены, то печь работает по камерному режиму.
Горелки (форсунки) расположены равномерно по всей окружности печи, но при методическом режиме работы мощность горелок в зонах подогрева металла, нагрева и выдержки должна быть различной и обеспечивать температурный график, свойственный этому режиму. При камерном режиме мощность горелок распределяется равномерно. Методический режим обычно применяют для нагрева легированных сталей.
В соответствии с температурным режимом печь делят на ряд участков; к каждому участку возможен отдельный автоматически регулируемый подвод газа и воздуха. При этом для поддержания определенных температурных условий на отдельных участках используют подвесные перегородки (занавески). Между подом печи и занавеской остается зазор, необходимый для свободного перемещения заготовок. Перегородки обычно устанавливают в следующих местах:
1) между окном загрузки и выгрузки для устранения охлаждающего влияния загрузочного участка печи на нагретые заготовки;
2) между нагревательной зоной и зоной выдержки для устранения влияния высокой температуры нагревательной зоны на температурный режим зоны выдержки;
3) между нагревательной зоной и зоной подогрева металла для уменьшения теплового излучения из высокотемпературной нагревательной зоны.
В соответствии с опытом работы кольцевых печей во избежание оплавления металла оптимальная высота расположения горелок над подом должна составлять примерно 600 мм. С целью утилизации тепла отходящих из печи продуктов сгорания все отдельные дымоотводящие каналы объединены в одну общую систему дымоходов, которая позволяет установить за печью рекуператоры для подогрева воздуха и в случае необходимости для подогрева газа.
Кольцевые печи – механизированные и автоматизированные агрегаты, что позволяет устранить физический труд по кантовке металла.
Угар в кольцевых печах составляет 0,5 – 1%, т. е. меньше, чем в печах других конструкций. Для заготовок диаметром 110 – 150 мм удельная производительность печей составляет 350 – 400 кг/(м2ּч) при удельном расходе тепла 1670 – 2500 кДж/кг. К.п.д. кольцевых печей при максимальной производительности достигает 40 – 45%.
Тепловой расчет кольцевых печей можно выполнять так же, как и расчет методических или камерных печей, с учетом того, что в кольцевых печах не весь под занят металлом, следовательно, подина хорошо прогрета и активно участвует в теплообмене, излучая тепло на заготовки. Установлено, что заготовки удовлетворительно прогреваются по сечению. Поэтому нагрев заготовки в таких печах следует рассматривать как всесторонний и выбирать в качестве расчетного размера радиус заготовки.
Секционные печи. Эти печи скоростного нагрева применяют в трубопрокатных цехах для нагрева перед прокаткой круглых заготовок диаметром до 200 мм и для термообработки (нормализации, отжига) труб различного диаметра. Скоростной нагрев металла обеспечивается применением всестороннего обогрева при условии, что температура печных газов и кладки значительно превышает конечную температуру нагрева металла.
Секционные печи состоят из секций, между (которыми расположены водоохладительные ролики, для каждого из них предусмотрен собственный привод. Ролики установлены под углом к направлению движения, что обеспечивает вращение нагреваемых изделий. Каждая секция представляет собой футерованную небольшую камеру (рис. 135) с высокой тепловой нагрузкой. Печи отапливают газообразным топливом при помощи турбулентных горелок. В каждой секции размещают 4 – 6 горелок.

Рис. 135. Секционная печь: а – с нижним расположением рекуператоров; б – с верхним расположением рекуператоров; 1 – горелки; 2 – ролики; 3 – рекуператоры
Секционные печи работают на газе с высокой теплотой сгорания; часто с подогревом воздуха и газа до 573 – 673 К. Обычно применяют металлические трубчатые рекуператоры или рекуператоры типа термоблок с залитыми в чугун трубками.
Рекуператоры могут быть установлены под секциями, а также над печью. При установке рекуператоров сверху каждый из них обычно обслуживает одну секцию. При установке внизу один рекуператор обслуживает несколько секций, составляющих одну зону. Более удобна установка рекуператоров под печью, так как в случае выхода одной секции печи из строя ее легче заменить другой без дополнительных демонтажных операций.
Наиболее эффективно секционные печи работают при температуре секции около 1723 – 1779 К, при этом обеспечивается снижение угара до 1 – 1,5%. Удельный расход тепла секционных печей довольно высокий: 2500 – 4200 кДж/кг. Однако печи занимают небольшие производственные площадки и легко могут быть включены в автоматизированные поточные линии. Печи для отжига холоднокатаных труб обычно состоят из девяти секций и обеспечивают производительность 2,5 – 4 т/ч. Печи для нагрева заготовок перед прокаткой шаров и труб состоят из 20 – 35 секций и могут обеспечивать производительность 20 – 40 т/ч.
Недостаток секционных печей скоростного нагрева заключается в возможности перегрева изделий и кладки при производственных неполадках в поточных линиях. Во избежание этого следует всеми средствами снижать аккумулирующую способность футеровки секций, чтобы при необходимости можно было быстро уменьшить расход топлива и снизить температуру до величины, соответствующей температуре холостого хода печи.
3.1.4. ТЕРМИЧЕСКИЕ ПЕЧИ ПРОКАТНЫХ ЦЕХОВ
3.1.4.1. ОБЩАЯ ХАРАКТЕРИСТИКА ТЕРМИЧЕСКИХ ПЕЧЕЙ МЕТАЛЛУРГИЧЕСКИХ ЗАВОДОВ
В прокатных цехах заводов черной металлургии термической обработке подвергают сортовой прокат, горяче- и холоднокатаный лист, холоднокатаную ленту, рельсы и др. Наиболее распространенные виды термической обработки следующие:
1) полный или изотермический отжиг (сортовой прокат);
2) нормализация или закалка с отпуском (горячекатаные толстые листы из специальной и легированной стали);
3) отжиг или высокий отпуск (горячекатаные тонкие листы из низкоуглеродистой и низколегированной стали);
4) низкотемпературный рекристаллизационный отжиг (холоднокатаные листы и ленты);
5) нормализация, изотермическая выдержка, отпуск (рельсы).
Все виды термической обработки проката могут быть разделены на две группы: 1) режимы, связанные со значительной выдержкой при определенной температуре и последующим медленным охлаждением (отжиг, отпуск); 2) режимы, связанные с нагревом металла в печи до определенной температуры с последующей выдачей на воздух (нормализации) или в жидкие среды (закалка).
Это обстоятельство оказывает решающее влияние на выбор типа печей. При термической обработке проката применяют печи садочные и проходные, которые принципиально отличаются друг от друга.
Садочные печи являются периодически действующими печами с переменной во времени температурой. Металл в них загружают на неподвижный под или на выкатную подину и в процессе нагрева он находится в неподвижном состоянии. Металл загружают обычно в полуостывшую печь и его нагрев осуществляется вместе с нагревом печи.
Проходные печи – печи постоянного действия с постоянной температурой во времени и с практически постоянной температурой в пределах рабочего пространства (печи камерного типа). В проходных печах металл в процессе нагрева перемещается от одного конца печи к другому при помощи специальных механизмов.
Преимущество садочных печей заключается в их универсальности, поскольку в них могут быть обеспечены любые температурные и тепловые режимы. Однако большим недостатком садочных печей является то, что они не обеспечивают желаемой равномерности нагрева металла и непригодны для поточного производства. Кроме того, в садочных печах большое количество тепла тратится непроизводительно на периодический нагрев кладки печи.
Проходные печи более совершенны, так как в них обеспечивается непрерывность, поточность производства и однородность нагрева металла. Работу этих печей можно полностью механизировать и автоматизировать. Неразрывность потока производства позволяет совместить термическую обработку с другими технологическими операциями (очисткой, травлением, резкой и др.).
Следует отметить, что строительство высокомеханизированных проходных печей требует значительных первоначальных капитальных затрат, которые, однако, впоследствии окупаются.
При нагреве металла в термических печах обязательными являются равномерность и относительная невысокая скорость нагрева без окисления и обезуглероживания поверхности.
Термические печи обычно работают на газообразном топливе. Для обеспечения равномерности нагрева металла горелки и дымоотборы следует размещать равномерно по длине рабочего пространства. Температура в термических печах может превышать конечную температуру металла не более чем на 50 – 70 К.
Протяжные печи для нагрева тонкой ленты обеспечивают очень высокую скорость нагрева при значительном перепаде температур (500 – 600 К). Сравнительно невысокая температура в термических печах не позволяет во многих случаях сжигать топливо непосредственно в рабочем пространстве. Сжигание топлива в рабочем пространстве затруднено, поскольку факел, характеризующийся высокой температурой, может вызвать нежелательный перегрев металла, а температура рабочего пространства бывает иногда недостаточна для достижения устойчивого горения топлива.

Рис. 136. Термическая печь с подподовыми топками
По указанным причинам топки термических печей часто размещают вне рабочего пространства или под подом печи (подподовые топки), или выносят за пределы печи (выносные топки). Применение подподовых топок позволяет обеспечить необходимую для равномерного нагрева циркуляцию газов.
На рис. 136 представлена термическая печь с подподовыми топками. Топливо сжигают в подподовых топках; образовавшиеся дымовые газы проходят под подом и поступают в рабочее пространство через канал 1. В топке развивается весьма высокая, необходимая для сгорания топлива температура, однако рабочее пространство ограждено от воздействия излучающего высокотемпературного факела.
Очень важное значение имеет канал 2, через который в подподовую топку подсасываются более холодные дымовые газы из рабочего пространства. В результате этого снижается до требуемого предела температура вновь образующихся при горении дымовых газов перед их выходом в рабочее пространство и обеспечивается циркуляция.
Обычно выполняют ряд подподовых топок по длине печи с шахматным расположением форсунок или горелок. При шахматном расположении горелок в рабочем пространстве печи достигается развитая циркуляция газов и обеспечивается тем самым равномерный нагрев металла. Наряду с подподовыми топками в термических печах применяют экранированные топки, в которых нагреваемый металл не воспринимает прямого излучения факела.
В зависимости от рабочей температуры можно разделить печи на три группы: высоко-, средне- и низкотемпературные.
Высокотемпературные печи (1373 – 1423 К) применяют для закалки и высокотемпературного отжига нержавеющих, кремнистых и других легированных сталей. При этом топливо сжигают в рабочем пространстве термической печи.
Среднетемпературные печи (873 – 1273 К) применяют для отжига, высокого отпуска и нормализации углеродистых и низколегированных сталей. В среднетемпературных печах в зависимости от рабочей температуры сжигают топливо в рабочем пространстве или применяют, подподовые и экранированные топки.
Низкотемпературные печи (до 873 К) применяют для низкого и среднего отпусков. В таких печах топливо всегда сжигают вне рабочего пространства, причем часто используют рециркуляцию дымовых газов.
При термической обработке металла используют специальные защитные атмосферы, чтобы получить металл с чистой, неокисленной поверхностью (светлый отжиг). Поэтому все существующие конструкции термических печей могут быть разделены на две большие группы: прямого нагрева и косвенного. В печах прямого нагрева металл не отделен от печных газов. Такие печи применяют в том случае, когда допустим контакт между металлом и дымовыми газами, которые оказывают на него окисляющее действие. Обычно металл (лист), нагреваемый в печах прямого нагрева, проходит последующее химическое травление.
В печах косвенного, нагрева (муфельных) нагреваемый металл отделен от печных газов. Такой метод нагрева применяют тогда, когда недопустимо даже незначительное окисление поверхности металла. Различают два принципа отделения металла от печных газов: муфелирование металла и муфелирование пламени.
В первом случае садку металла закрывают специальным металлическим колпаком-муфелем (съемным или стационарным). Под муфель подают специальную защитную атмосферу, препятствующую окислению металла. Тепло от печных газов передается муфелю, а от него – нагреваемому металлу.
Во втором случае топливо сжигают в специальных металлических трубах, называемых радиантными. Продукты сгорания в рабочее пространство печи не попадают, а, пройдя по трубе, уходят в атмосферу. В этом случае печь также заполняют защитной атмосферой во избежание окисления металла. Как при муфелировании металла, так и при муфелировании пламени необходима высокая степень герметизации, чтобы избежать попадания в печь атмосферного воздуха.
Печи прямого нагрева обычно применяют для нормализации (закалки) и отжига сортового проката и горячекатаного листа. Печи косвенного нагрева применяют для светлого отжига холоднокатаного листа, ленты и проката других видов.
В садочных печах применяют выкатные подины, специальные загрузочные машины и крановое оборудование. В проходных печах для транспортировки металла через печь применяют шагающий и роликовый поды и специальные конвейеры.
3.1.4.2. ПЕЧИ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СОРТОВОГО ПРОКАТА И РЕЛЬСОВ
Сортовой прокат подвергают отжигу и нормализации. Для отжига чаще всего применяют садочные печи: с выкатным подом и с загрузочной машиной (с внешней механизацией). Кроме того, иногда применяют колпаковые печи с радиационными трубами и защитной атмосферой. Для нормализации используют проходные печи: с шагающим подом, конвейерные и роликовые.
Некоторое время наиболее распространенными были садочные печи с выдвижным подом, одна из которых представлена на рис. 137. В этой печи металл загружают при помощи подвижной тележки и нагревают вместе с печью. Масса садки печей с выдвижным подом изменяется в очень широких пределах и обычно составляет около 2 т/м2 площади пода. Печь обычно отапливают газообразным топливом, для этого предусмотрено два ряда горелок, расположенных в шахматном порядке. Дымовые газы удаляются в боров через шесть отводящих каналов, расположенных попарно в середине и по концам печи. Недостатком печей с выкатным подом является то, что при выкатывании подины теряется тепло.

Рис. 137. Печь с выдвижным подом
С целью устранения этого недостатка для отжига сортового проката применяют садочные печи с механизированной загруз-кой металла (рис. 138). Подобные конструкции относятся к печам периодического нагрева. Печь оборудована подподовыми топками, обычно ее отапливают коксо-доменной смесью с теплотой сгорания 7540 – 8380 кДж/м3 при помощи горелок типа «труба в трубе».

Рис. 138. Печь с загрузочной машиной
Характер движения газов в рабочем пространстве определяется наличием подподовых топок. Для удаления дымовых газов из рабочего пространства печи в стенках выполнены специальные каналы, расположенные на уровне пода печи, что обеспечивает удовлетворительный нагрев низа садки. Масса садки печей составляет 15 – 20 т. Металл загружают в печь при помощи специальной машины. Отжигу в рассматриваемых печах обычно подвергают круглые заготовки диаметром 30 – 60 мм или квадратные сечением 120 – 180 мм.
Применение проходных печей позволяет обеспечить более совершенный, чем в садочных печах, метод нагрева металла. Для термической обработки сортового проката применяют непрерывные (постоянного действия) печи прямого нагрева трех видов: 1) с шагающим подом; 2) с роликовым подом и 3) конвейерные печи.
В печах с шагающим подом, применяемых для термической обработки, температура по длине печи обычно постоянная. В печах для нормализации иногда предусматривают по длине две зоны: зону нагрева до 1173 К и зону охлаждения до 573 – 673 К. Обычно температура печи составляет примерно 1273 – 1323 К. Металл нагревается до 1173 – 1223 К. Печи отапливают холодным газообразным топливом. Горелки расположены равномерно по всей длине; дымовые газы удаляются из печи под зонт через рабочие окна и специальные каналы в своде.
Печи с шагающим подом, предназначенные для термообработки, обеспечивают удельную производительность примерно 400 – 450 кг/(м2ּч) при удельном расходе тепла около 2100 кДж/кг. Наиболее широкое распространение для термической обработки получают печи с роликовым подом.
В конвейерных печах через рабочее пространство печи проходит цепной конвейер, транспортирующий металл. В черной металлургии печи с конвейерным подом применяют редко. Главные их недостатки: значительный вынос тепла из рабочего пространства печи элементами цепей, в результате чего увеличивается удельный расход тепла; недостаточный прогрев металла в местах соприкосновения с цепью; недолговечность цепей.
Удельный расход тепла в таких печах достигает 2900 – 3350 кДж/кг. В черной металлургии в настоящее время с цепным конвейером работают лишь печи для изотермической выдержки рельсов.
Термическая обработка рельсов. Она включает нормализацию, изотермическую выдержку при 773 – 873 К и отпуск. Нормализацию рельсов проводят в печах с роликовым подом. Изотермическую выдержку рельсов осуществляют в специальных конвейерных печах с подовыми топками, одна из которых представлена на рис. 139. Печь отапливают холодным смешанным коксо-доменным газом с теплотой, сгорания 5450 кДж/м3 при помощи инжекционных горелок.
Дымовые газы поступают в рабочее пространство печи через специальные отверстия в сводах подподовых топок и омывают рельсы, двигающиеся на конвейере, и через окно загрузки и выгрузки удаляются в металлические дымоотводы. Общая ширина печи с 15 подподовыми топками равна 27 м; производительность печи 35 – 45 т/ч при удельном расходе тепла 840 – 1050 кДж/кг.

Рис. 139. Печь для изотермической выдержки рельсов (правая сторона симметрична левой)

Рис. 140. Печь с выносной топкой
Иногда для нагрева металла до сравнительно невысоких температур, например для отпуска рельсов при 723 – 753 К, применяют выносные топки. Принцип действия печи с выносной топкой ясен из рис. 140. Топливо сжигается в топке 1, выполненной отдельно от рабочего пространства печи. Продукты сгорания из топки выходят в канал 4, где к ним подмешиваются остывшие дымовые газы, отсасываемые вентилятором 2 из рабочего пространства через канал 3. Так осуществляется циркуляция газов в печи. Применение выносных топок позволяет: 1) обеспечить устойчивое горение топлива в выносной топке, что было бы невозможно в рабочем пространстве с температурой 823 – 873 К; 2) избежать местных перегревов металла, что неизбежно происходило бы при сжигании топлива в рабочем пространстве; 3) обеспечить возможность использования циркуляции газов, способствующей повышению интенсивности и равномерности нагрева.
3.1.4.3. ПЕЧИ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ГОРЯЧЕКАТАНЫХ ЛИСТОВ
Горячей прокаткой обычно получают листы толщиной более 1,7 мм. Толстые горячекатаные листы низкоуглеродистых и низколегированных сталей подвергают обычно неполному или изотермическому отжигу и нормализации и высокому отпуску.
Для термообработки горячекатаных листов применяют садочные, колпаковые печи и проходные, в основном роликовые, печи.
В колпаковых печах проводят чистый черный отжиг металла, который нагревается под муфелем, но без защитной атмосферы. Печи подобного типа широко применяют при производстве холоднокатаного листа и ленты.
Из проходных печей наибольшее распространение имеют печи с роликовым подом. Эти печи нашли широкое применение для нагрева листов, сорта, рельсов, бунтов проволоки; металл с рольганга поступает на ролики печи, вращающиеся от одного привода или от индивидуальных приводов. Скорость вращения роликов может быть различной. Ролики обычно выполняют из жаропрочной стали.
Конструкция роликов зависит от назначения и температуры рабочего пространства печи. В печах для термообработки тонкого листа применяют ролики с дисками (рис. 141) Диски, располагаемые в шахматном порядке, заходят друг за друга и препятствуют попаданию листа под ролики. Печи для толстого листа (сорта, рельсов) с рабочей температурой 1073 – 1273 К оборудуют роликами с неводоохлаждаемой бочкой. Для печи с температурой 1273 – 1473 К ролик выполняют водоохлаждаемым. Пространство между бочкой и валом заполняют теплоизоляцией (шамотным или диатомитовым порошком). Роликовые печи в зависимости от их назначения выполняют различной ширины. Правильный выбор ширины роликовой печи очень важен, так как чем шире печь, тем большую нагрузку испытывают ролики. В работающей печи нельзя останавливать вращения роликов во избежание их прогиба. Поэтому длина роликовых печей всегда больше суммарной длины загружаемых в печь листов; в этом случае в процессе нагрева возможно непрерывное вращение роликов, осуществляемое перемещением листов вперед – назад.

Рис. 141. Печь с роликовым подом
Роликовые печи обычно отапливают газообразным топливом, применяя инжекционные и пламенные горелки. При нагреве, например, толстого листа, рельсов горелки располагают в боковых стенах печи выше и ниже уровня роликового пода. Для обеспечения более равномерного нагрева широких листов горелки устанавливают и на своде печи.
Производительность роликовых печей колеблется от 4 – 5 до 40 т/ч при удельной производительности около 250 кг/(м2ּч) и удельном расходе тепла 3350 – 5030 кДж/кг.
Преимущества роликовых печей: 1) наилучшее соответствие поточному производству, так как роликовый под может служить продолжением цехового рольганга; 2) отсутствие подсоса холодного воздуха, увеличивающего окисление металла; 3) скорость и равномерность нагрева более высокая, чем в печах других типов.
3.1.4.4. ПЕЧИ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ХОЛОДНОКАТАНЫХ ЛИСТОВ И ЛЕНТ
Для термической обработки применяют колпаковые садочные печи и протяжные печи постоянного действия. В колпако-вых печах термообработке подвергают стопы листов или рулоны ленты. В протяжных печах происходит обработка одного слоя ленты, что обеспечивает большую скорость и равномерность нагрева.
Дата добавления: 2016-12-27; просмотров: 2180;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- Andante cantabile con espressione В. Моцарт. Соната для ф-п. № 8, ч. II
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- Audit Trail - Материалы для проведения аудиторской проверки
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- I.10. Тесты для контроля знаний
- II Расчет и анализ трехфазных цепей
- II. ОБОРУДОВАНИЕ ЗАЛА

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
