Электрошлаковая сварка.
При электрошлаковой сварке основной и электродный металлы расплавляются теплотой, выделяющейся при прохождении электрического тока через шлаковую ванну. Процесс электрошлаковой сварки (рис.5) начинается с образования шлаковой ванны 3 в пространстве между кромками основного металла 6 и формирующими устройствами (ползунами) 7, охлаждаемыми водой, подаваемой по трубам 1, путем расплавления флюса электрической дугой, возбуждаемой между сварочной проволокой 4 и вводной планкой 9. После накопления определенного количества жидкого шлака дуга шунтируется шлаком и гаснет, а подача проволоки и подвод тока продолжаются. При прохождении тока через расплавленный шлак, являющийся электропроводящим электролитом, в нем выделяется теплота, достаточная для поддержания высокой температуру шлака (до 2000 0С) и расплавления кромок основного металла и электродной проволоки. Проволока вводится в зазор и подается в шлаковую ванну с помощью мундштука 5. Проволока служит для подвода тока . и пополнения сварочной ванны 2 расплавленным металлом. Как правило, электрошлаковую сварку выполняют при вертикальном положении свариваемых заготовок. По мере заполнения зазора между ними мундштук для подачи проволоки и формирующие ползуны передвигаются в вертикальном направлении, оставляя после себя затвердевший сварной шов 8.
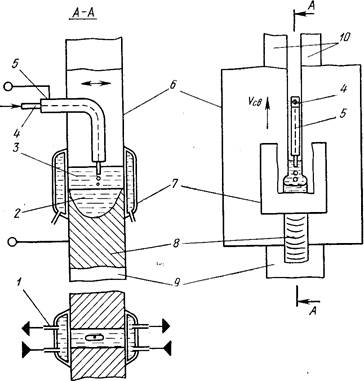
Рис.5. Схема процесса электрошлаковой сварки
В начальном и конечном участках шва образуются дефекты. В начале шва - непровар кромок, в конце шва - усадочная раковина и неметаллические включения. Поэтому сварку начинают на вводной 9, а заканчивают на выходной 10 планках, которые затем удаляют газовой резкой.
Шлаковая ванна - более распределенный источник теплоты, чем электрическая дуга. Основной металл расплавляется одновременно по всему периметру шлаковой ванны, что позволяет вести сварку металла большой толщины за один проход.
Заготовки толщиной до 150 мм можно сваривать одним электродом, совершающим поперечные колебания в зазоре для обеспечения равномерного разогрева шлаковой ванны по всей толщине. Металл толщиной более 150 мм сваривают тремя проволоками, а иногда и большим числом проволок, исходя из использования одного электрода на 45-60 мм толщины металла. Специальные автоматы обеспечивают подачу электродных проволок и их поперечное перемещение в зазоре.
Автоматы перемещаются непосредственно по свариваемому изделию (безрельсовые) или по рельсовой колонне параллельно свариваемым кромкам. Скорость движения регулируется автоматически в зависимости от скорости заполнения зазора расплавленным металлом. Для сварки используют проволоку диаметром 2-3 мм. Сварочный ток составляет 750-1000 А. В качестве источников питания применяют специальные трансформаторы для электрошлаковой сварки с жесткой внешней характеристикой.
Электрошлаковая сварка имеет ряд преимуществ по сравнению с автоматической сваркой под флюсом: повышенную производительность, лучшую макроструктуру шва и меньшие затраты на выполнение 1 м сварного шва. Повышение производительности обусловлено непрерывностью процесса сварки, выполнением шва за один проход при любой толщине металла и увеличением сварочного тока в 1,5-2 раза. Макроструктура шва улучшается в результате отсутствия многослойности и получения более однородного по строению однопроходного шва. Затраты снижаются вследствие повышения производительности, упрощения подготовки кромок заготовок, уменьшения сечения шва, а также расхода проволоки, флюса и электроэнергии.
К недостаткам электрошлаковой сварки следует отнести образование крупного зерна в шве и околошовной зоне вследствие замедленного нагрева и охлаждения. После сварки необходима термическая обработка (отжиг или нормализация) для измельчения зерна в металле сварного соединения.
Электрошлаковую сварку широко применяют в тяжелом машиностроении для изготовления ковано-сварных и лито-сварных конструкций, таких, как станины и детали мощных прессов и станков, коленчатые валы судовых дизелей, роторы и валы гидротурбин, котлы высокого давления и т.п.
Дата добавления: 2016-12-16; просмотров: 2138;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
