Абразивные инструменты и их характеристика
        а б в г д е ж з
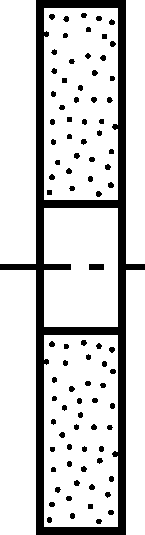
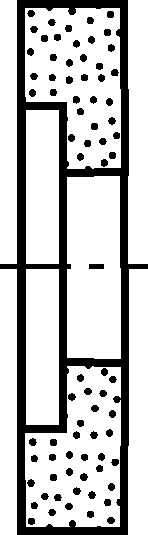
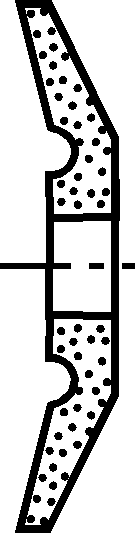
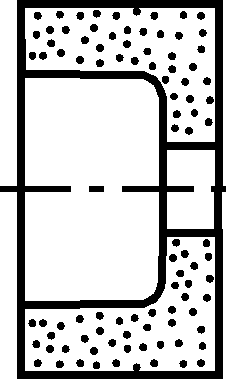
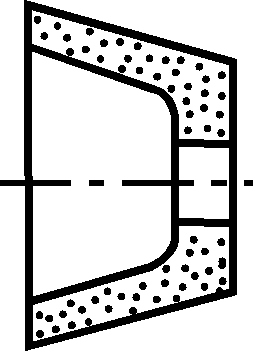
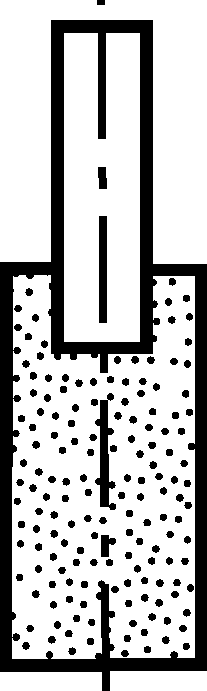
Рис. 83. Наиболее распространенные формы абразивных инструментов:
а – плоские прямого профиля (ПП); б – плоские с выточкой (ПВ); в – дисковые (Д); г – тарельчатые; д – чашечные цилиндрические (ЧЦ); е – чашечные конические (ЧК); ж – головки цилиндрические; з – бруски хонинговальные
а б в г д е ж з
Рис. 83. Наиболее распространенные формы абразивных инструментов:
а – плоские прямого профиля (ПП); б – плоские с выточкой (ПВ); в – дисковые (Д); г – тарельчатые; д – чашечные цилиндрические (ЧЦ); е – чашечные конические (ЧК); ж – головки цилиндрические; з – бруски хонинговальные
|
Каждый вид инструмента, используемый при абразивной обработке, имеет свои особенности, обусловленные его назначением, конструкцией станка, выполняемой операцией, материалом заготовки и требованиями к обработанной детали. На рис. 83 приведены наиболее распространенные формы абразивных инструментов.
Подробно области применения вышеуказанных кругов приведены в работе [9].
При выборе размеров круга следует брать возможно большие диаметр и высоту, так как это улучшает условия шлифования и снижает стоимость обработки. Верхний предел размеров круга ограничивается конструкцией и размерами станка, иногда – размерами и формой обрабатываемых заготовок.
Вещества природного или искусственного происхождения, содержащие минералы высокой твердости и прочности, зерна и порошки которых способны обрабатывать поверхности других твердых тел путем царапания, скобления или истирания, называют абразивными материалами. Из природных абразивных материалов применяют алмаз, кварц, корунд, кремень и др. К искусственным абразивным материалам относятся: электрокорунд и его разновидности; карбиды кремния и бора; синтетические алмазы, кубический нитрид бора и др.
Наибольшее применение в настоящее время получили искусственные электрокорундовые абразивные материалы, так как они обладают более высокими и стабильными качествами.
Электрокорунд, получающийся при плавке шихты, составленной из естественных бокситов (или глинозема) и других веществ, представляет собой корунд (кристаллический оксид алюминия  ) с незначительными примесями других минералов и выпускается следующих разновидностей:
) с незначительными примесями других минералов и выпускается следующих разновидностей:
- нормальный (12А-16А, 18А), содержащий 91…97 % . Основную массу зерна выпускают марки 15А. Цвет зерен – от розового и светло-коричневого до темно-коричневого;
- белый (22А-25А), содержащий 97…99 % и выше. Цвет зерен – бело-розовый или белый;
- хромистый (технический рубин, 32А-34А) – получают путем плавки в электродуговых печах глинозема с добавкой оксида хрома. Он содержит не менее 97 % и 0,4…1,2 %  . Зерна хромистого электрокорунда по цвету сходны с рубином, имеют розовую или темно-вишневую окраску, обладают более высокой по сравнению с электрокорундом белым стабильностью физико-механических свойств и содержат больший процент монокристаллов;
. Зерна хромистого электрокорунда по цвету сходны с рубином, имеют розовую или темно-вишневую окраску, обладают более высокой по сравнению с электрокорундом белым стабильностью физико-механических свойств и содержат больший процент монокристаллов;
- титанистый (технический сапфир, 37А) – получают также путем плавки глинозема, но с присадками диоксида титана. Форма зерен титанистого электрокорунда более изометричная, что позволяет повысить абразивную способность инструментов;
- циркониевый, выпускаемый марки 38А, получают путем плавки в электропечах из сырья, в состав которого входит глинозем, циркониевая руда или чистый диоксид циркония, оксиды титана и восстановитель.
Монокорунд выплавляют из бокситов с сернистым железом и восстановителем с последующим выделением монокристалла корунда. Выпускают монокорунд марок 43А-45А.
Абразивные материалы из белого и легированного электрокорундов применяют при обработке закаленных заготовок из углеродистых, быстрорежущих и коррозионностойких сталей. Для шлифования заготовок из цементированных, закаленных азотированных и высоколегированных сталей с низкой теплопроводностью рекомендуется применять круги и головки из монокорунда.
Карбид кремния (карборунд), содержащий около 97…99 %  и незначительное количество других минералов, получают в электропечах сопротивления. Промышленность выпускает две разновидности карбида кремния – зеленый и черный. Зеленый карбид кремния имеет повышенную по сравнению с черным хрупкость, цвет – от светло-зеленого до зеленого. Черный карбид кремния имеет черный или темно-синий цвет. Марки карбида кремния черного – 53С, 54С, карбида кремния зеленого – 63С, 64С.
и незначительное количество других минералов, получают в электропечах сопротивления. Промышленность выпускает две разновидности карбида кремния – зеленый и черный. Зеленый карбид кремния имеет повышенную по сравнению с черным хрупкость, цвет – от светло-зеленого до зеленого. Черный карбид кремния имеет черный или темно-синий цвет. Марки карбида кремния черного – 53С, 54С, карбида кремния зеленого – 63С, 64С.
Абразивный инструмент из карбида кремния применяют для обработки твердых материалов с низким сопротивлением разрыву (чугуна, бронзового и латунного литья, твердых сплавов и т.п.), титановых сплавов, а также мягких и вязких материалов (латуни, меди и т.д.).
Карбид бора, получаемый в дуговых электропечах, представляет собой твердый раствор бора в  и содержит до 93 % и 1,5 % свободного углерода. Карбид бора в виде свободного абразива или в виде паст применяется для доводки поверхностей деталей.
и содержит до 93 % и 1,5 % свободного углерода. Карбид бора в виде свободного абразива или в виде паст применяется для доводки поверхностей деталей.
Кубический нитрид бора состоит из 44 % бора и 56 % азота.Этот материал обладает твердостью, близкой к твердости алмаза, и теплостойкостью до 1600  . Эльбор бывает обычной (ЛО) и повышенной (ЛП) прочностью. Его получают синтезом гексагонального нитрида бора при высоких давлениях и температурах. Эльбор применяется для чистовой обработки различных материалов, а также для доводки инструментов из быстрорежущих сталей повышенной и высокой теплостойкости.
. Эльбор бывает обычной (ЛО) и повышенной (ЛП) прочностью. Его получают синтезом гексагонального нитрида бора при высоких давлениях и температурах. Эльбор применяется для чистовой обработки различных материалов, а также для доводки инструментов из быстрорежущих сталей повышенной и высокой теплостойкости.
Синтетические алмазы (АС) получают, как правило, в виде мелких кристаллов, не превышающих 1 мм. Синтез этих алмазов происходит в результате воздействия на графит высоких давлений (4,9 ГПа) и высоких температур (2500 ). Синтетические алмазы в зависимости от прочности делятся на пять марок: обычной прочности – АС2; повышенной прочности – АС4; высокой прочности АС6; монокристальные АС15 и АС20.
Шлифовальные материалы из искусственных и природных абразивных материалов в зависимости от размера зерен делят на четыре группы: шлифзерно; шлифпорошки; микропорошки и тонкие микрошлифпорошки. В зависимости от группы шлифовальных материалов приняты следующие обозначения зернистости:
- шлифзерно с размерами от 2000 до 160 мкм – 200, 160, 125, 100, 80, 63, 40, 32, 25, 16;
- шлифпорошки с размерами от 125 до 40 мкм – 12, 10, 8, 6, 5, 4;
- микропорошки с размерами от 63 до 14 мкм – М63, М50, М40, М28, М20, М14;
- тонкие микрошлифпорошки с размерами от 10 до 5 мкм – М10, М7, М5.
Зернистость шлифзерна или шлифпорошка обозначают условно как 0,1 размера (мкм) стороны ячейки сита в свету, на которой задерживаются зерна основной фракции. Зернистость микрошлифпорошка или тонкого микрошлифпорошка определяют по установленной методике микроскопическим методом.
Процентное содержание основной фракции обозначают индексами В (высокое), П (повышенное), Н (низкое), Д (допустимое содержание основной фракции), которыми дополняют обозначение зернистости. Например, для зернистости от 200 до 8 минимальное содержание основной фракции должно соответствовать в зависимости от индекса: П – 55 %, Н – 45 %, Д – 41 %.
Материал или совокупность материалов, применяемых для закрепления абразивных зерен в абразивном инструменте, называют связкой. Связка определяет прочность и твердость инструмента, оказывает большое влияние на режимы, производительность и качество обработки.
Для изготовления абразивного инструмента, используемого при шлифовании, применяют в основном керамическую (К), бакелитовую (Б) и вулканитовую (В) связки следующих разновидностей: керамическая – К0, К1, К2, К3, К4, К5, К6, К7, К8; бакелитовая – Б, Б1, Б2, Б3, Б4; вулканитовая – В, В1, В2, В3.
Керамическая связка является многокомпонентной смесью огнеупорной глины, полевого шпата, борного стекла, талька и других минеральных материалов, составленной по определенному рецепту с добавками клеящих веществ – растворимого стекла, декстрина и др. Она обладает высокой огнеупорностью, водостойкостью, химической стойкостью, хорошо сохраняет профиль рабочей кромки круга, но чувствительна к ударным и изгибающим нагрузкам.
Для бакелитовой связки в качестве связующего компонента используют порошкообразный или жидкий бакелит (фенолформальдегидную смолу) с соответствующими наполнителями и увлажнителями. Инструмент на бакелитовой связке обладает более высокой прочностью на сжатие и упругостью по сравнению с керамикой. При достаточно длительном воздействии температуры 250…300  бакелитовая связка выгорает, при 200 и выше становится хрупкой и круги быстро срабатываются.
бакелитовая связка выгорает, при 200 и выше становится хрупкой и круги быстро срабатываются.
В основе вулканитовой связки лежит термически обработанная смесь каучука с серой. Вулканитовая связка по сравнению с другими видами связки более плотная и упругая, что вызывает повышенный нагрев обрабатываемой заготовки. Теплостойкость каучука низкая (150…180 ). Создать большие давления при шлифовании кругами на вулканитовой связке нельзя, так как зерна утапливаются в связку. Упругость связки позволяет создавать очень тонкие отрезные круги при значительном диаметре (0,6…1,0 мм по высоте при диаметре 150…200 мм).
Величину, характеризующую свойство абразивного инструмента сопротивляться нарушению сцепления между зернами и связкой при сохранении характеристик инструмента в пределах установленных норм, называют твердостью абразивного инструмента. Это свойство абразивного инструмента оценивают определенными показателями, которые выбирают в зависимости от метода оценки твердости. В табл. 1 приведена шкала степеней твердости инструмента и их условные обозначения.
Т а б л и ц а 1
Шкала твердости абразивного инструмента
| Твердость инструмента | Степень твердости | Твердость инструмента | Степень твердости |
| Весьма мягкий (ВМ) Мягкий (М) Среднемягкий (СМ) Средний (С) | ВМ1, ВМ2 М1, М2, М3 СМ1, СМ2 С1, С2 | Среднетвердый (СТ) Твердый (Т) Весьма твердый (ВТ) Чрезвычайно твердый (ЧТ) | СТ1, СТ2, СТ3 Т1, Т2 ВТ1, ВТ2 ЧТ1, ЧТ2 |
| Примечание. Цифры справа от буквенных обозначений характеризуют возрастание твердости абразивного инструмента внутри степени |
На выбор твердости абразивного инструмента влияют следующие факторы: физико-механические свойства шлифуемого материала; размер площади контакта между инструментом и заготовкой; режим работы; мощность электродвигателя и состояние станка. Для обработки твердых материалов следует применять абразивные инструменты низкой степени твердости, а для обработки материалов невысокой твердости – более твердые. Исключение составляют медь, алюминий, свинец, коррозионно-стойкие и жаропрочные стали, которые шлифуют мягкими по твердости кругами.
Соотношение объемов шлифовального материала, связки и пор в абразивном инструменте называется его структурой. Объемное содержание абразивной фазы в инструменте принято характеризовать для инструментов из обычных абразивных материалов номером структуры. Структура обозначается номерами от 1 до 18. Чем меньше зерен в единице объема, тем выше порядковый номер структуры для традиционных абразивных инструментов. С увеличением структуры на один номер объем зерна в круге уменьшается на 2 %, а объем связки соответственно увеличивается на 2 %. Содержание зерна в инструменте структуры №1 равно 60 %. Различают три группы структур: структуры №1-5 называются закрытыми или плотными, №6-10 – открытыми, №11-18 - высокопористыми.
Мягкие материалы с небольшим сопротивлением разрыву обрабатываются кругами открытых структур, твердые с мелкозернистым строением и хрупкие материалы – кругами закрытых структур. Для окончательной обработки следует использовать круги более закрытых структур, чем для предварительной обработки; для обдирки рекомендуется использовать круги открытых структур и высокопористые.
Различают три класса точности кругов: АА, А и Б.
У шлифовальных кругов диаметром 250 мм и более перед установкой их на станок контролируют неуровновешенность масс. Установлено четыре класса неуровновешенности масс. Класс точности круга должен соответствовать классу его неуравновешенности:
класс точности……………………… АА А Б
класс неуравновешенности………… 1 1,2 1-3
На одной из сторон шлифовального круга водостойкой краской наносят условное обозначение, называемое маркировкой круга. Маркировка круга должна содержать: сокращенное наименование завода изготовителя или его товарный знак; типоразмер круга (на кругах 250 мм и более); марку шлифовального материала; зернистость и ее индекс; степень твердости; номер структуры; марку связки; рабочую окружную скорость; класс точности инструмента; класс неуравновешенности (на кругах 250 мм и более и высотой 6 мм и более). Например, ПП 350х40х127 45А16СМ17К5 35 м/с А 1 кл.
Шлифовальные круги (кроме кругов диаметром до 250 мм), предназначенные для скоростного шлифования, имеют цветную диаметральную полосу:
цвет полосы……. желтый красный зеленый синий и зеленый
рабочая скорость
круга, м/с………. 60 80 100 125
Шлифование
Шлифование является одним из производительных методов окончательной обработки деталей простой и сложной формы и обеспечивает точность размеров по 5…8 квалитетам, высокие требования к точности формы и расположения поверхностей, например, отклонение от цилиндричности 2…3 мкм, отклонение от круглости 0,4…0,5 мкм и шероховатость поверхности  1,25…0,2 мкм.
1,25…0,2 мкм.
Основные виды шлифования приведены на рис. 84. Подробное описание представленных на рис. 84 основных видов шлифования, а также их особенностей, изложено в работе [9].
Главное движение при шлифовании совершает шлифовальный круг, вращаясь со скоростью
 ,
,
где  - скорость вращения шлифовального круга, м/с;
- скорость вращения шлифовального круга, м/с;  - наружный диаметр круга, мм.
- наружный диаметр круга, мм.
Различают обычное шлифование при  35 м/с, скоростное
35 м/с, скоростное  35…60 м/с, высокоскоростное
35…60 м/с, высокоскоростное  60 м/с. Подача может быть различной: продольной
60 м/с. Подача может быть различной: продольной  , поперечной
, поперечной  , поперечной на ход (или двойной ход)
, поперечной на ход (или двойной ход)  , вертикальной
, вертикальной  .
.
Для снятия материала в процессе шлифования приходится затрачивать определенное количество энергии. Основная часть энергии шлифования идет на преодоление сил трения, возникающих между обрабатываемой поверхностью и зернами, а также связкой. Работа деформации срезаемого слоя составляет не более 25 % всей работы шлифования. Очень большая деформация при шлифовании обусловлена малыми толщинами среза и большими отрицательными передними углами  . Для съема единицы объема материала при шлифовании затрачивается в 20 раз больше энергии, чем при точении и фрезеровании.
. Для съема единицы объема материала при шлифовании затрачивается в 20 раз больше энергии, чем при точении и фрезеровании.
При взаимодействии инструмента с заготовкой возникают силы резания (рис. 85), определяющие совершаемую при шлифовании работу. Это силы аналогичные силам резания при точении. Наличие на зернах значительных радиусов округления  , большие отрицательные передние углы и малые толщины среза являются причиной того, что радиальная составляющая силы резания
, большие отрицательные передние углы и малые толщины среза являются причиной того, что радиальная составляющая силы резания  в 1,5…3 раза больше главной составляющей силы резания
в 1,5…3 раза больше главной составляющей силы резания  .
.
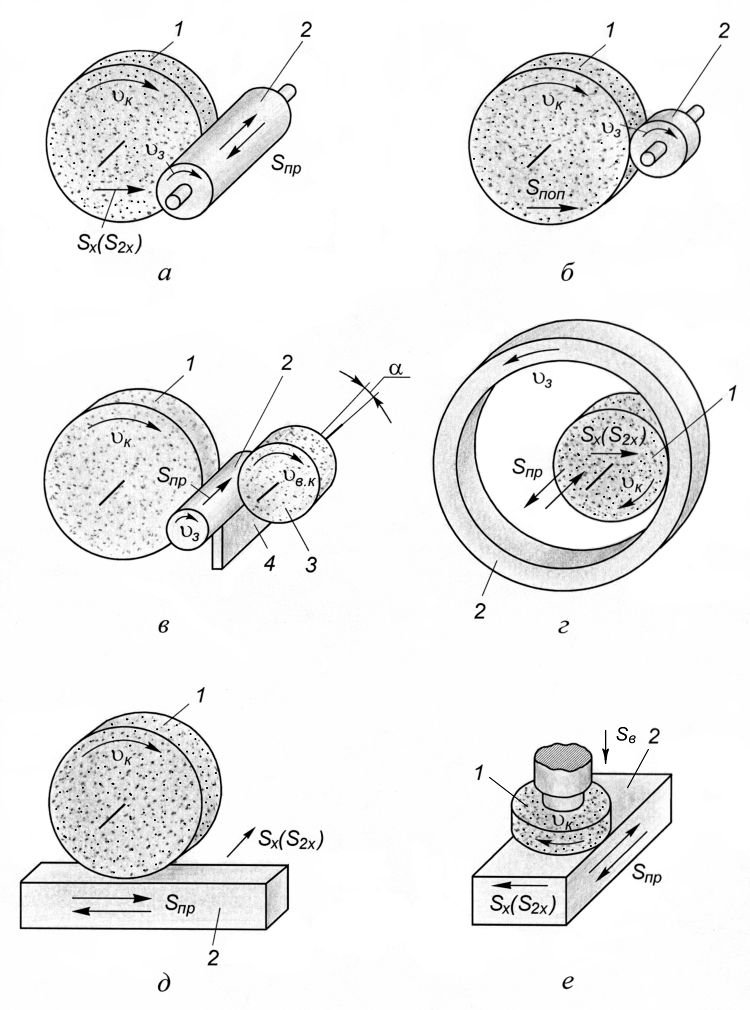
Рис. 84. Основные виды шлифования:
а – круглое наружное с продольной подачей; б – круглое наружное врезанием; в – бесцентровое наружное с продольной подачей; г – круглое внутреннее с продольной подачей; д – плоское периферией круга; е – плоское торцом круга; 1 – круг шлифовальный; 2 – заготовка; 3 – круг ведущий; 4 – нож опорный;  - скорость вращения круга;
- скорость вращения круга;  - скорость вращения заготовки;
- скорость вращения заготовки;  - скорость ведущего круга; - продольная подача;
- скорость ведущего круга; - продольная подача; 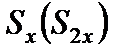 - поперечная подача; - вертикальная подача
- поперечная подача; - вертикальная подача
 Рис. 85. Силы резания при шлифовании
Рис. 85. Силы резания при шлифовании
|
Отношение  ориентировочно характеризует долю энергетических затрат на полезную работу. При уменьшении повышается доля полезных затрат и снижается работа трения и стружкообразования.
ориентировочно характеризует долю энергетических затрат на полезную работу. При уменьшении повышается доля полезных затрат и снижается работа трения и стружкообразования.
Рабочий цикл шлифования, т.е. съем материала в пределах припуска, осуществляется в три этапа. С момента контакта круга с заготовкой на первом этапе происходит процесс постепенного врезания, сопровождающийся увеличением сил резания. После создания определенного натяга в системе, т.е. выбора имеющихся зазоров, люфтов и деформации некоторых деталей, устанавливается примерно постоянная интенсивность съема материала. В этот период величина сил резания стабилизируется. В третий период шлифование производится с уменьшенной или выключенной (нулевой) поперечной подачей. Интенсивность съема материала и силы резания постепенно уменьшаются, так как глубина врезания абразивных зерен и натяг в системе постепенно уменьшаются. Этот период называется выхаживанием. При выхаживании уменьшается шероховатость шлифуемой поверхности и повышается точность обработки.
Силы резания при шлифовании из-за небольших сечений среза обычно невелики. Однако мощность  (кВт), затрачиваемая приводом станка на процесс шлифования, значительна ввиду большой скорости круга:
(кВт), затрачиваемая приводом станка на процесс шлифования, значительна ввиду большой скорости круга:
где  - скорость круга, м/с;
- скорость круга, м/с;  - главная составляющая силы резания, Н.
- главная составляющая силы резания, Н.
Силу резания также как и при точении определяют по экспериментальным формулам степенного вида:
 ,
,
где  - опытные коэффициенты, учитывающие условия обработки и свойства материала.
- опытные коэффициенты, учитывающие условия обработки и свойства материала.
Силы, возникающие при шлифовании, производят работу по срезанию стружек, преодолению трения абразивных зерен и связки об обрабатываемую поверхность и т.п. Около 80 % внешней работы, затрачиваемой на шлифование, обычно переходит в теплоту. Часть образующейся теплоты уносится со стружкой, большая часть остается в обрабатываемой заготовке, а некоторая часть уходит в абразивный инструмент и излучается в окружающую среду.
С увеличением скорости съема металла почти пропорционально увеличивается количество выделяющейся теплоты.
При шлифовании различают следующие основные температуры:
- среднюю установившуюся температуру поверхности заготовки  , изменяющуюся в пределах от 20 до 400
, изменяющуюся в пределах от 20 до 400  в зависимости от режима шлифования, размеров и материала заготовки и условий охлаждения;
в зависимости от режима шлифования, размеров и материала заготовки и условий охлаждения;
- среднюю контактную температуру в зоне резания  , изменяющуюся в пределах от 150 до 1200 ;
, изменяющуюся в пределах от 150 до 1200 ;
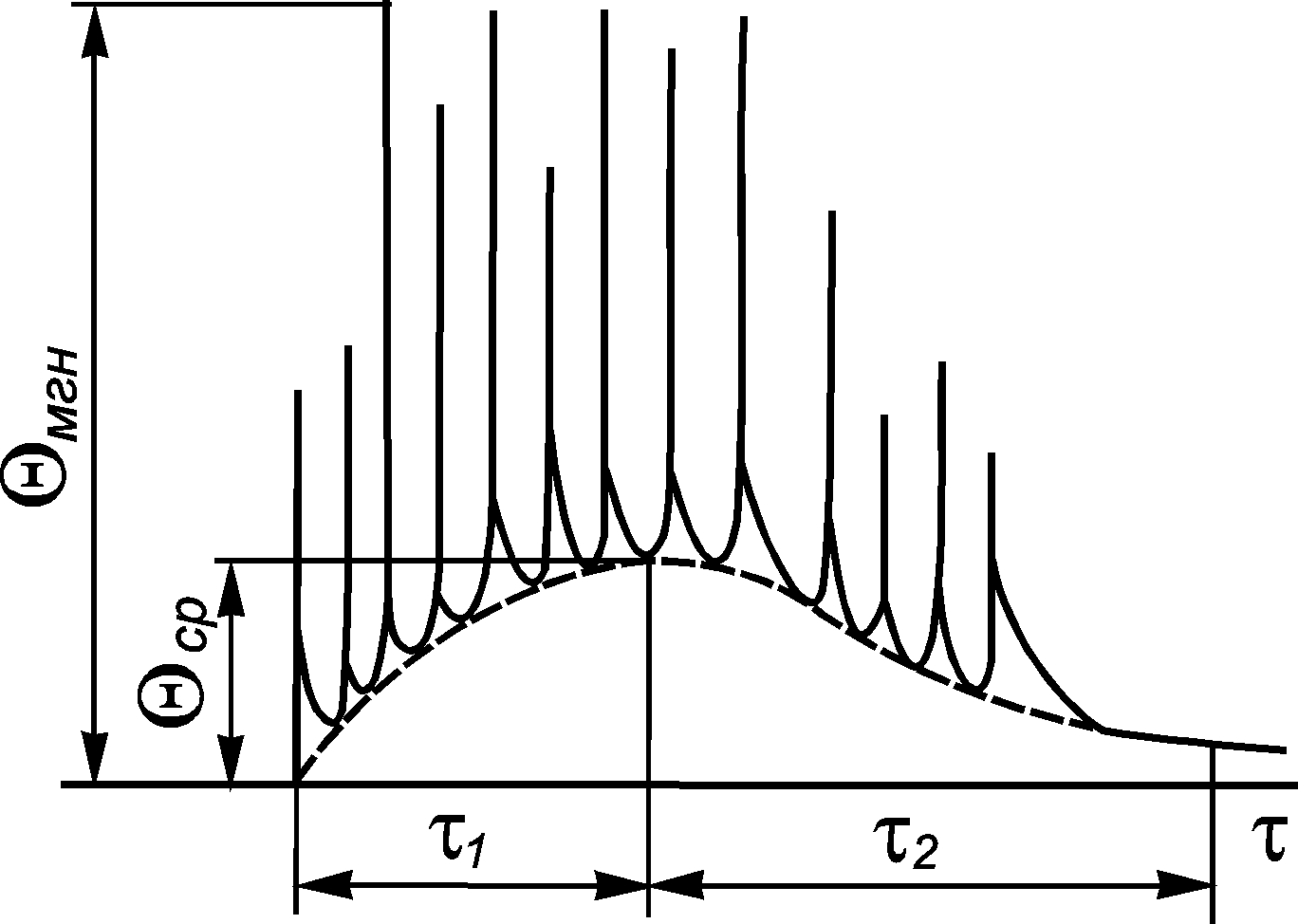 Рис. 86. Импульсы температуры
при шлифовании:
Рис. 86. Импульсы температуры
при шлифовании:
|
- мгновенную температуру резания  отдельными абразивными зернами в пределах от 1000 до температуры плавления шлифуемого металла.
отдельными абразивными зернами в пределах от 1000 до температуры плавления шлифуемого металла.
Для характеристики процесса шлифования наибольший интерес представляет средняя температура в зоне контакта круга с деталью, т.е.  (рис. 86), где
(рис. 86), где  - время нагревания, т.е. время нахождения рассматриваемой точки обрабатываемой поверхности в зоне контакта круга с заготовкой,
- время нагревания, т.е. время нахождения рассматриваемой точки обрабатываемой поверхности в зоне контакта круга с заготовкой,  - время охлаждения. Воздействию мгновенных температур подвергаются лишь отдельные участки зоны контакта. Вся контактная зона имеет температуру более низкую; она является огибающей оснований мгновенных температур от резания отдельными зернами, а максимальное значение этой огибающей будет равно
- время охлаждения. Воздействию мгновенных температур подвергаются лишь отдельные участки зоны контакта. Вся контактная зона имеет температуру более низкую; она является огибающей оснований мгновенных температур от резания отдельными зернами, а максимальное значение этой огибающей будет равно  . Таким образом
. Таким образом  >
>  >
>  .
.
Наличие высоких температур в зоне резания, большая скорость нагрева (до 106  ) и охлаждения могут привести к изменению структурно-фазового состояния поверхностного слоя шлифуемой заготовки (возникновению прижогов), появлению тепловых и остаточных деформаций и шлифовочных трещин.
) и охлаждения могут привести к изменению структурно-фазового состояния поверхностного слоя шлифуемой заготовки (возникновению прижогов), появлению тепловых и остаточных деформаций и шлифовочных трещин.
Появление прижогов и трещин сопровождается ростом растягивающих остаточных напряжений, снижающих сопротивление усталости деталей, уменьшением твердости и износостойкости поверхностного слоя.
При появлении прижогов и трещин иногда приходится уменьшать интенсивность съема металла снижением поперечной подачи. Полезно также увеличить скорость заготовки. В этом случае, сохраняя скорость съема металла неизменной, можно снизить температуру на поверхности заготовки.
Однако если материалы склонны к возникновению прижогов и трещин, то для обработки целесообразно использовать прогрессивные конструкции шлифовальных кругов с прерывистой режущей поверхностью. Эти круги при твердости на 1…2 степени выше, чем у обычных серийных, обеспечивают требуемое состояние поверхностного слоя деталей при повышении производительности обработки в 1,3…10 раз.
Надежность, долговечность и другие эксплуатационные свойства деталей машин в значительной степени зависят от качества обработанной поверхности. Под качеством поверхности подразумевается весь комплекс параметров, определяющих точность обработки, геометрическую форму и физико-механические свойства, получаемые в результате обработки тем или иным технологическим способом.
Точность обработки, представляющая собой степень приближения действительных размеров детали к ее номинальному размеру, по-разному зависит от первичных источников погрешностей. Согласно данным работы [7], наибольшее влияние на точность абразивной обработки оказывают силовые и температурные деформации, а также неточности установки шлифовального инструмента.
Шероховатость и волнистость поверхности при шлифовании определяется главным образом рельефом рабочей поверхности
круга, вибрациями, зернистостью абразива и режимом шлифования. При недостаточной жесткости технологической системы могут возникать вибрации, увеличивающие шероховатость и отклонение от круглости (огранку) обработанной поверхности. При наличии вынужденных вибраций от дисбаланса круга шероховатость поверхности увеличивается в несколько раз.
Степень наклепа при шлифовании закаленных сталей может составлять до 60 %, а при шлифовании вязких материалов до 80 %. Глубина наклепанного слоя обычно в пределах 0,03…0,06 мм [13].
При механической обработке, как уже отмечалось, возникают остаточные пластические деформации (деформационное упрочнение). Эти деформации вызывают изменения линейных размеров обработанного поверхностного слоя детали, однако нижележащие упругонапряженные слои, с которыми верхний упрочненный слой неразрывно связан, противодействуют отмеченным изменениям. В результате возникают остаточные напряжения того или иного знака с уровнем, который может достигать предела прочности обрабатываемого материала.
Формирование остаточных напряжений, по данным проф. Б.А. Кравченко [12], осуществляется под влиянием силового и температурного факторов при доминирующем влиянии первого, если условия в зоне контакта круга с заготовкой (температура, скорость нагрева и охлаждения) не способствуют протеканию структурно-фазовых превращений. В этом случае остаточные температурные деформации значительно меньше деформаций, вызываемых силами резания. Более того, нагрев обрабатываемой поверхности даже содействует увеличению деформаций, вызываемых силами резания. Подробно механизм формирования остаточных напряжений при механической обработке (в том числе и шлифовании) малопластичных и пластичных материалов изложен в работе [12].
В процессе работы происходит изменение рельефа и геометрии рабочей поверхности абразивных инструментов. При этом общий расход инструмента будет складываться из его износа в процессе обработки и объема, удаленного в процессе периодических правок, которые проводят с целью восстановления режущих свойств инструмента и восстановления его геометрии. Практика показывает, что для разных случаев и условий шлифования износ рабочей части круга при правке составляет 50…95 % [5]. Частота правки зависит от периода стойкости круга  , т.е. времени работы абразивного инструмента между двумя последовательными правками, в течение которого абразивный инструмент соответствует заданным требованиям. Ориентировочно, по данным работы [15], период стойкости составляет для круглого наружного шлифования – 3…10 мин, для круглого внутреннего шлифования – 1…5 минут и для плоского шлифования – 5…10 минут.
, т.е. времени работы абразивного инструмента между двумя последовательными правками, в течение которого абразивный инструмент соответствует заданным требованиям. Ориентировочно, по данным работы [15], период стойкости составляет для круглого наружного шлифования – 3…10 мин, для круглого внутреннего шлифования – 1…5 минут и для плоского шлифования – 5…10 минут.
В зависимости от условий шлифования абразивный инструмент может работать как в режиме затупления, так и в режиме самозатачивания. Под самозатачиванием понимают способность инструмента обновлять свою режущую поверхность под воздействием сил резания. Если поры инструмента в процессе шлифования забиваются стружкой и частицами износа, то абразивный инструмент теряет свою режущую способность еще до того, как его зерна затупятся, то есть происходит «засаливание» круга.
Дата добавления: 2016-12-16; просмотров: 4037;
Поиск по сайту
Узнать еще
- Cравнительная характеристика усилителей на БТ
- I. Загальна характеристика
- II. Монозы и их характеристика
- Nemathelmintes. Общая характеристика типа. Nematoda. Характеристика класса. Медицинское значение. Био- и геогельминты.
- Plahelmintes (Плоские черви).Общая характеристика типа. Морфология, систематика, основные представители, значение.
- Protozoa. Общая характеристика подцарства. Классификация. Представители. Медицинское значение.
- V. Механическая характеристика
- V. Упрощенная схема замещения трансформатора и внешняя характеристика.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
