Сварное соединение,
участок конструкции или изделия, на котором сваркой соединены между собой составляющие их элементы, выполненные из однородного или разнородных материалов.
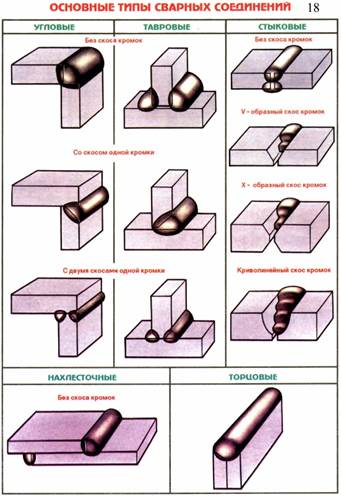
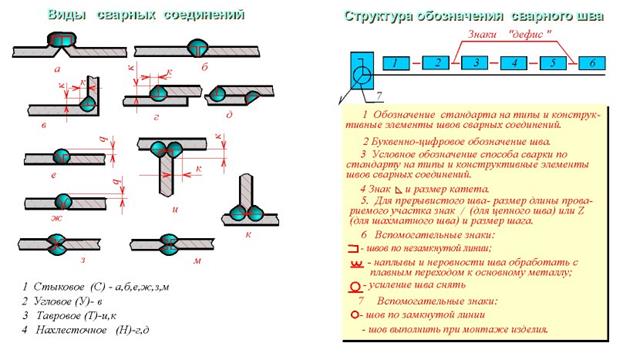
Виды сварных соединений:стыковые, угловые, тавровые, в нахлестку.
Виды швов:стыковые, угловые, пробочные, прорезные.
С точки зрения разделки кромок под сварку различают швы разделки V-, X-, U-образные.
U-образная разделка на больших толщинах позволяет уменьшить количество наплавляемого металла до 1,5 раз.
Разделка и сварные швы могут быть односторонними двусторонними.
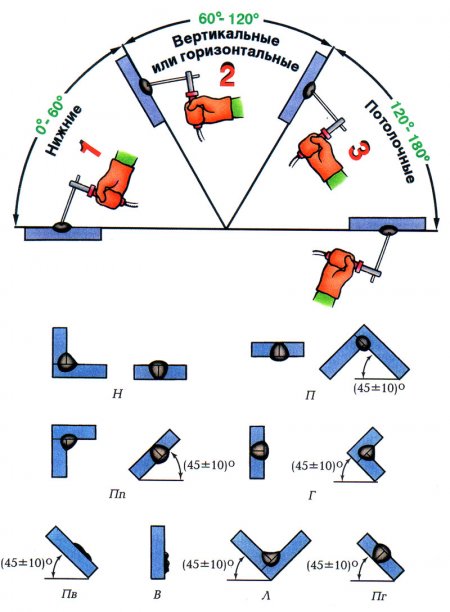
По положению швов в пространстве различают:
- нижние швы в горизонтальной и вертикальной плоскости;
- вертикальные швы;
- потолочные швы.
Сварные швы выполняются: однослойными и многослойными.
Швы выполняются: усиленными, нормальными и ослабленными.
По положению в плане швы делятся на: односторонние и двусторонние, прерывистые и непрерывные.
|
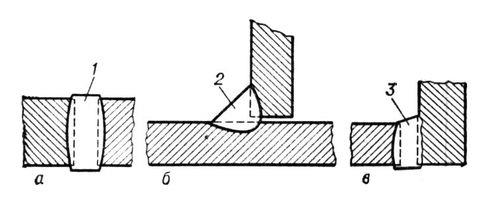
. По взаимному расположению соединяемых элементов различают стыковые, тавровые, нахлёсточные и угловые С. с. Каждое из них имеет специфические признаки в зависимости от выбранного способа сварки — дуговой (рис. 1),
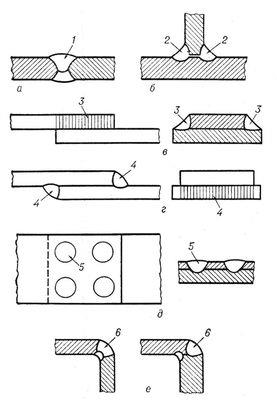
Рис.1
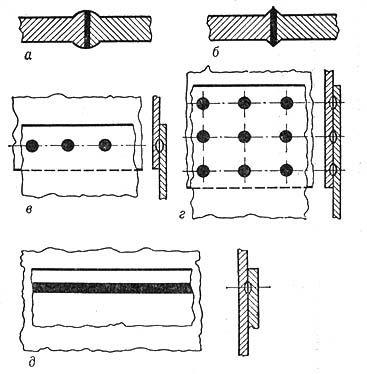
электрошлаковой (рис. 2),
контактной (рис. 3) и др.
Участок С. с., непосредственно связывающий свариваемые элементы, называются сварным швом. Швы всех типов различают: по технике наложения — выполненные «напроход», от середины к концам, обратноступенчатым способом; по положению в пространстве при сварке — вертикальные, горизонтальные, нижние, потолочные; по технике образования сечения — однослойные и многослойные и т. д. Основные виды С. с., конструктивные элементы кромок и швов, предельные отклонения и рациональные диапазоны толщин соединяемых элементов для швов всех типов регламентированы государственными стандартами и отраслевыми нормалями.
Характеристика С. с. Для С. с. свойственна совокупность зон, образующихся в материале соединённых сваркой элементов. Зоны отличаются от основных материалов и между собой по химическому составу, структуре, физическим и механическим свойствам, микро- и макронапряжённости. К С. с., выполненному сваркой плавлением, относят 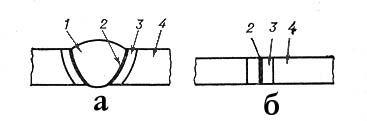
Рис 4. а) материала шва (сварной шов), сплавления, термического влияния, прилегающего основного материала, сохраняющего свои свойства и структуру.
С. с., выполненное сваркой давлением, зон материала шва и сплавления не имеет и состоит (рис. 4, б) из зоны соединения, в которой образовались межатомные связи соединённых элементов, зоны механического влияния, зоны прилегающего основного материала. В сварном шве материал представляет собой сплав, образованный переплавленными основными материалами и дополнительными электродным и присадочным материалами или только переплавленными основными материалами. В зоне термического влияния основной материал не претерпевает расплавления, но на отдельных участках в результате воздействия нагрева и охлаждения по-разному изменяет свойства и структуру. В наиболее общем случае сварки плавлением низкоуглеродистой стали зона термического влияния С. с. состоит из участков, показанных на рис. 5.
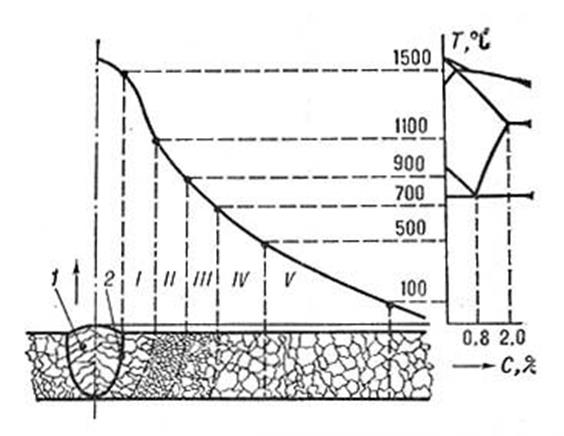
Рис 5
Участок перегрева I примыкает непосредственно к зоне сплавления. Материал на этом участке перегрева нагревается выше 1100 °С и приобретает крупнозернистую структуру, что обусловливает понижение его вязкости. На участке перекристаллизации (нормализации) II материал нагревается в интервале температур от 900 до 1100 °С, что вызывает значительное измельчение зерна и повышение вязкости. На участке частичной перекристаллизации III металл нагревается в интервале температур от 700 до 900 °С и характеризуется неравномерностью структуры или частичным измельчением зерна. На участке рекристаллизации IV при нагреве материала от 500 °С до температуры, соответствующей критической точке A1, наблюдается снижение прочности, в некоторых случаях — уменьшение пластичности. На участке старения V при нагреве от 100 до 500 °С материал не имеет видимых изменений структуры, но отличается от исходного основного материала пониженной вязкостью, наиболее резко выраженной в интервале 100—300 °С. Ширина зоны термического влияния при сварке стали зависит от способа сварки, технологического процесса, теплового режима сварки, теплофизических свойств основного металла.
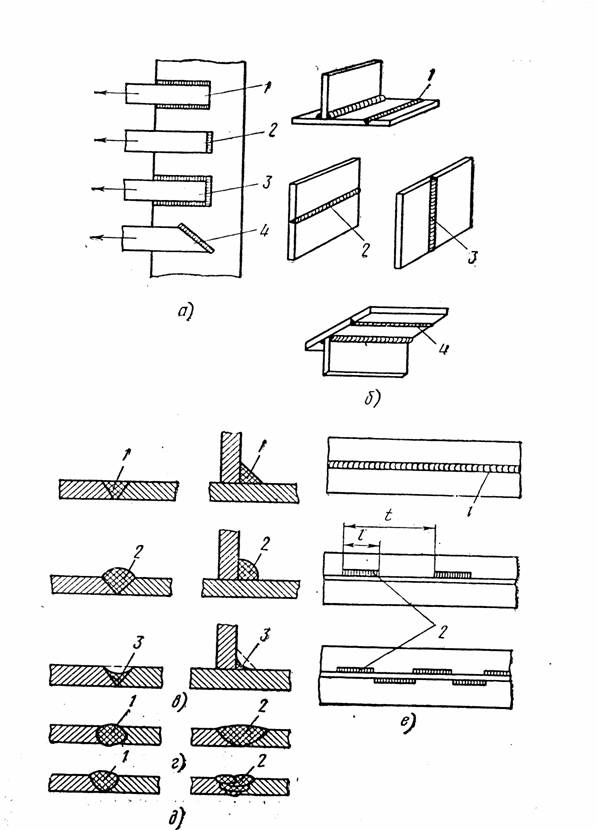
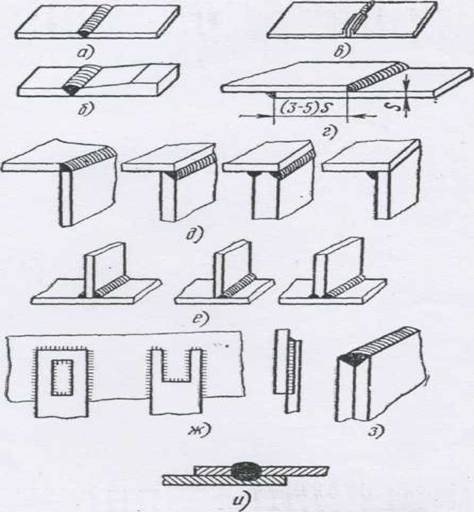
Рис.2 Виды сварных соединений:
а, б - стыковое, в - стыковое отбортовочное, г - нахлесточное, д - угловое, е - тавровое, ж - прорезное, з - торцевое, и - нахлесточное с проплавлением
Дата добавления: 2016-11-29; просмотров: 1670;
Поиск по сайту
Узнать еще
- ВОПРОС 6. ВИДЫ СВАРКИ. СТЫКОВОЕ СВАРНОЕ СОЕДИНЕНИЕ.
- ВОПРОС 7. ВИДЫ УГЛОВЫХ СВАРНЫХ ШВОВ. НАХЛЕСТОЧНОЕ СВАРНОЕ СОЕДИНЕНИЕ ЛОБОВЫМИ ШВАМИ (РАСЧЕТ НА ПРОЧНОСТЬ ПРИ НАГРУЖЕНИИ СИЛОЙ И МОМЕНТОМ).
- ВОПРОС 8. ВИДЫ УГЛОВЫХ СВАРНЫХ ШВОВ. НАХЛЕСТОЧНОЕ СВАРНОЕ СОЕДИНЕНИЕ ФЛАНГОВЫМИ ШВАМИ (РАСЧЕТ НА ПРОЧНОСТЬ ПРИ НАГРУЖЕНИИ СИЛОЙ И МОМЕНТОМ).
- Закрепление проводов - Соединение, визирование и закрепление проводов ВЛ
- Клеевое и сварное соединение деталей

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
