Схемы обработки на сверлильных станках
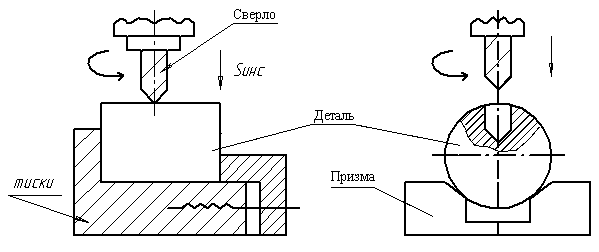
Основные формообразующие движения: вращение инструмента и поступательное движение этого инструмента. Установка детали в тисках или на призму (рис. 31).
а) б)
Рис. 31. Схемы обработки при сверлении:
а – установка детали в тиски; б – установка детали на призму
Сверление по цилиндрической поверхности нетехнологично, установить сверло по направляющей практически невозможно. В единичном производстве перед сверлением делается кернение (маленькое углубление). Для массового и крупносерийного производств используются кондукторные втулки.
В единичном и мелкосерийном производствах для сверления используются вертикально-сверлильные универсальные станки.
Для сверления глубоких отверстий при l/d>5 применяются специальные сверлильные станки для глубокого сверления с горизонтально расположенным шпинделем.
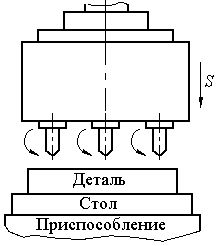
В массовом и крупносерийном производствах для сверления нескольких отверстий одновременно могут устанавливаться многошпиндельные головки
(рис. 32, а).
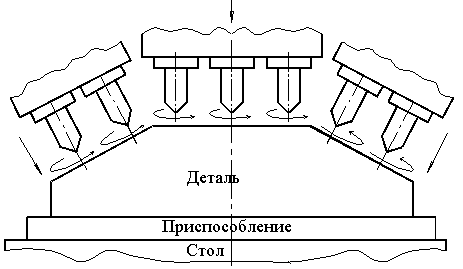
В крупносерийном и массовом производствах для обработки нескольких отверстий одновременно и при том на разных сторонах детали могут применяться агрегатно-сверлильные станки (рис. 32, б). Рабочее приспособление, как правило, специальное. Инструмент устанавливается в так называемых силовых головках, которые имеют свой привод, и могут устанавливаться в любых направлениях. Агрегатные станки всегда специальные. Основные методы обработки: сверление, зенкерование, развертывание, нарезание резьбы.
| 
|
а) б)
Рис. 32. Схемы сверления:
а – на универсальном станке с многошпиндельной головкой;
б – на агрегатно-сверлильном станке
Обработка на сверлильных станках с ЧПУ. Этистанки предназначены для обработки нескольких отверстийпоследовательно по программе. Деталь закрепляется на столе в приспособлении. Перемещение от одного отверстия к другому производится по программе за счет горизонтальных перемещений стола, которые называются позиционированием инструмента. Сама обработка отверстий осуществляется поступательным (вертикальным) перемещением инструмента (рис. 33).
Основные методы обработки: сверление, зенкерование, развертывание, нарезание резьбы.
На сверлильных станках с ЧПУ обработка ведется одним инструментом, смена одного инструмента на другой происходит вручную.
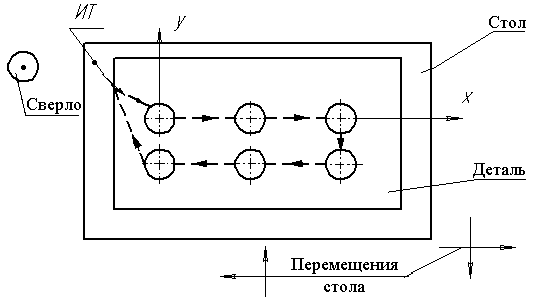
Рис. 33. Схема обработки на сверлильном станке с ЧПУ
Сверлильные станки с ЧПУ с револьверной головкой.Смена инструмента производится автоматически. Такие станки применяются в серийном производстве (рис. 34).
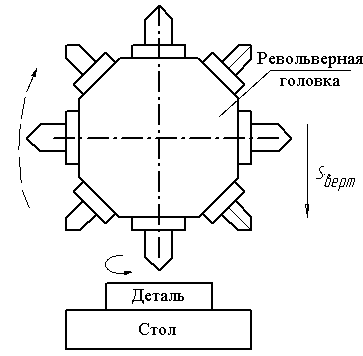
Рис. 34. Компоновочная схема обработки
на сверлильном станке с ЧПУ с револьверной головкой
Схемы обработки рисуются так же, как и при обработке на обычных сверлильных станках с ЧПУ, но с учетом позиций обработки.
Дата добавления: 2021-02-19; просмотров: 168;
Поиск по сайту
Узнать еще
- I. Погрешности механической обработки. Точность обработки. Методы их расчёта
- А. Составление схемы технологического процесса
- Автоматизированная разработка программного обеспечения процессов обработки изделий
- Агрофизические основы обработки почвы
- Агрохимические основы обработки почв
- Алгоритм вторичной обработки радиолокационной информации
- Алгоритм обработки результатов обыкновенных косвенных измерений
- Алгоритм привязки RADIUS-сервера к беспроводной сети коммерческого предприятия, настройка сервера и коммутатора при проектировании системы обработки информации

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
