Эвольвентным профилем зубьев
Номинальные размеры шлицевых соединений с эвольвентным профилем (рис. 2.58), номинальные размеры по роликам (рис. 2.59) и длины общей нормали для отдельных измерений шлицевых валов и втулок должны соответствовать ГОСТу 6033 – 80*.
Допуски и посадки шлицевых соединений установлены ГОСТом 6033 – 80* по трем видам центрирования: по боковым поверхностям зубьев, наружному диаметру и по внутреннему диаметру.
Для шлицевых эвольвентных соединений создана принципиально новая система в рамках международных норм взаимозаменяемости.
Для нормирования точности изготовления ширины впадины втулки и толщины зуба вала установлены два вида допусков: собственно ширины впадины втулки и толщины зуба вала, обозначаемые соответственно Те и Тs, и суммарный допуск Т, включающий отклонение собственно ширины впадины (толщины зуба) и отклонение формы и расположения элементов профиля впадины (зуба). Расположение полей допусков собственно ширины впадины (толщины зуба) и поле допуска для отклонения формы и расположения элементов профиля и посадки приведены на рис. 2.60. Числовые значения номинальных размеров по роликам, длин общей нормали и допусков на эти параметры, а также допусков Те, Тs и Т даны в ГОСТе 6033 – 80*.
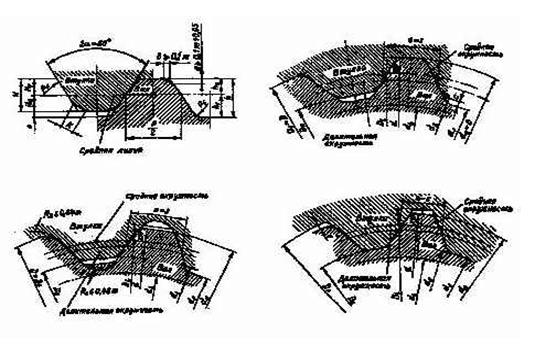
Рис. 2.58. Эвольвентные шлицевые соединения: а –исходный контур при центрировани па наружному диаметру; б – центрирование по наружному диаметру; в – центрирование по боковым поверхностям зубьев; г – центрирование по внутреннему диаметру







Допуски на наружный и внутренний диаметры (центрирующие и нецентрирующие) выполняются по ГОСТу 25347 – 82*.
Поля допусков нецентрирующих диаметров должны соответствовать указанным в ГОСТе 6033 – 80*.
Условные обозначения шлицевых эвольвентных соединений, валов и втулок содержат: номинальный диаметр соединения D, модуль m, обозначение посадки соединения (полей допусков втулки и вала), помещаемое после размеров центрирующих элементов, номер стандарта.
Примеры обозначений эвольвентных соединений:
1) D = 50 мм, m = 2 мм с центрированием по боковым сторонам зубьев, с посадкой по боковым поверхностям зубьев 9H/9g: соединения 50 ´ 2 ´ 9Н/9g ГОСТ 6033 – 80*;втулки 50 ´ 2 ´ 9Н ГОСТ 6033 – 80*;вала 50 ´ 2 ´ 9g ГОСТ 6033 – 80*.
2) D = 50 мм, m = 2 мм с центрированием по наружному диаметру, с посадками по диаметру центрирования H7/g6 и по нецентрирующим боковым поверхностям зубьев 9H/9g: соединения 50 ´ 7H/6g ´ 2 ´ 9H/9g ГОСТ 6033 – 80*;втулки 50 ´ 7Н ´ 2 ´ 9H ГОСТ 6033 – 80*; вала 50 ´ 6g ´ 2 ´ 9g ГОСТ 6033 – 80*.
3) D = 50 мм, m = 2 мм с центрированием по внутреннему диаметру ( i ), с посадками по диаметру центрирования H7/g6 и по нецентрирующим боковым поверхностям зубьев 9H/9h: соединения i 50 ´ 2 ´ 7H/6g ´ 9H/9h ГОСТ 6033 – 80*;втулки i 50 ´ 2 ´ 7Н ´ 9H ГОСТ 6033 – 80*; вала i 50 ´ 2 ´ 6g ´ 9h ГОСТ 6033 – 80*.
2.10.3. Контроль точности шлицевых соединений[50]
Шлицевые соединения контролируют комплексными проходными
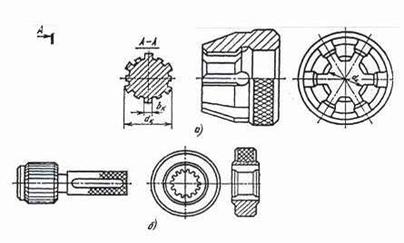
Рис. 2.61. Комплексные шлицевые калибры для контроля элементов
прямобочных (а) и эвольвентных (б) соединений
калибрами (рис. 2.61) и поэлементными непроходными калибрами.
Контроль шлицевого вала или втулки комплексным калибром достаточен в одном положении, без перестановки калибра. Контроль поэлементным непроходным калибром необходим не менее чем в трех различных положениях. Если поэлементный непроходной калибр проходит в одном из этих положений, контролируемую деталь считают бракованной.
Допуски калибров для контроля шлицевых прямобочных соединений регламентированы ГОСТом 7951 – 80*, допуски и виды калибров для контроля шлицевых эвольвентных соединений — ГОСТом 24969 – 81*.
Дата добавления: 2016-10-07; просмотров: 2454;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
