Вибір нахилів, радіусів заокруглень та проектування наміток отворів
Штампувальні нахили повинні встановлюватися на поверхнях, що розташовуються паралельно руху баби чи молота повзуна, преса. Нахили служать для полегшення заповнення порожнини штампа і виймання з поковки.
Штампувальні нахили поділяються на зовнішні α (рис.43, а), що відносяться до поверхонь, по яких між поковкою і стінкою штампа утворяться зазори внаслідок теплової усадки при остиганні поковки, і внутрішні β, що відносяться до поверхонь, що при остиганні поковки
 |
виявляються щільно посадженими на виступи штампа.
Рисунок 43 – Штампувальні нахили:
а) – звичайні; б) – подвійні (α – зовнішній; β – внутрішній; γ – вхідний)
При складній конфігурації поковки той самий нахил може неодноразово переходити з зовнішнього у внутрішній і назад. На поковках, що мають форму тіл обертання, з метою економії металу роблять подвійні нахили: вхідний γі основний α (рис.43, б).
Штампувальні нахили залежать від форми і розмірів порожнини штампа в плані, його глибини, матеріалу поковки, способу штампування, наявності виштовхувачів і т.п. Значення нахилів, що рекомендуються, наведені в таблиці 25. Менші значення приймають при малому відношенні глибини до ширини порожнини штампа. Після призначення штампувальні нахили корегують таким чином, щоб лінія роз’єднання у верхньому і нижньому штампах була однаковою (рис. 43, а).
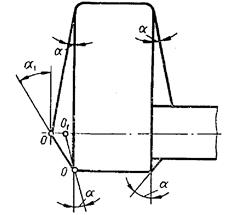
Рисунок 44 – Корегування кута штампувального нахилу при несиметричному (щодо поковки) розташуванні поверхні роз’єднання
Таблиця 25 – Штампувальні нахили
| Штампувальне обладнання | Штампувальні нахили, ° | |
| зовнішні | внутрішні | |
| Молоти | 1...7 | 3...10 |
| Кривошипні гарячештампувальні преси з виштовхувачем | 3...5 | 5...7 |
| Гідравлічні преси | 1...2 | 2...4 |
| Преси без виштовхувача | 5...7 | 7...10 |
| Горизонтально-кувальні машини: поверхні, виконані пуансоном поверхні, виконані матрицею | 0,25...1 0,25...5 | 0,25...3 1...7 |
На всі перетини поверхонь поковок призначають радіуси заокруглень, що зменшують концентрацію напружень в кутах рівчаків штампа, поліпшують заповнення порожнини штампа і зменшують зношення гострих кутів і країв штампів.
Розрізняють два види радіусів заокруглення штампів: внутрішні rвн і зовнішні rн (рис.45, б). У поковок позначення радіусів літерами розташовані в зворотньому порядку (рис.45, а). Радіуси заокруглень повинні мати достатню величину. Зовнішній радіус RH у поковок важко виконати невеликим: метал затікає в кут штампа з малим радіусом в останню чергу.
 |
Чим більша глибина порожнини штампа, заповнюваної витискуванням, тим складніше одержати малий радіус заокруглення в поковці. Заниження внутрішніх радіусів поковок Rвн веде до утворення „затисків” у тілі поковок. На рисунку 45 схематично показана послідовність деформування штампованої поковки при занижених і достатніх радіусах заокруглень.
Рисунок 45 – Зовнішні і внутрішні радіуси заокруглень поковки (а) і штампа (б)
Таблиця 26 – Найменші радіуси заокруглень зовнішніх кутів поковок, мм
| Маса поковки (понад ... до), кг | Найменші радіуси заокруглень при глибині порожнини штампа (понад ... до), мм | |||
| до 10 | 10...25 | 25...30 | більше 50 | |
| до 1,0 вкл. | 1,0 | 1,6 | 2,0 | 3,0 |
| > 1,0 до 6,0 вкл. | 1,6 | 2,0 | 2,5 | 3,5 |
| > 6,0 до 16,0 вкл. | 2,0 | 2,5 | 3,0 | 4,0 |
| > 16,0 до 40,0 вкл. | 2,5 | 3,0 | 4,0 | 5,0 |
| > 40,0 до 100,0 вкл. | 3,0 | 4,0 | 5,0 | 7,0 |
| > 100,0 | 4,0 | 5,0 | 6,0 | 8,0 |
Відповідно до ГОСТ 7505–89 радіуси заокруглень зовнішніх кутів поковок вибирають за таблицею 26 залежно від маси поковки і глибини порожнини течії штампа. Внутрішні радіуси приблизно в 3 рази більші відповідних зовнішніх. Досить, щоб значення цих радіусів були на
0,5...1 мм більше припуску на механічну обробку поковки. Якщо для оброблюваних кромок радіус, що рекомендується, виявиться меншим суми значень зовнішнього радіуса заокруглення (чи фаски) на обробленій деталі і призначеного припуску, то корисно радіус збільшити до зазначеної суми.

Зовнішні радіуси заокруглень у необроблюваних поверхонь звичайно збільшують (рис.46). Для полегшення заповнення важко виконуваних ребер і бобишок рекомендуються максимальні радіуси на їх вершині, щоб на останніх залишалася невелика плоска ділянка чи виходило повне заокруглення вершини одним радіусом.
Рисунок 46 – Схема плину металу при деформуванні штампуємої поковки:
а) – радіуси заокруглень занижені – утворення складки на поковці;
б) – радіуси заокруглень достатні
Для спрощення виготовлення рівчаків штампів значення прийнятих радіусів заокруглень рекомендується уніфікувати в кожній поковці, призначаючи неоднакові радіуси тільки в тих випадках, коли це спрощує виготовлення штампа.
При наявності в деталі порожнини чи отвору проектують намітку отвору (рис.47, а, б, в).
У випадках, коли одержати наскрізний отвір при штампуванні неможливо, застосовують намітку отвору з перемичкою малої товщини.
 |
При штампуванні таких поковок у найбільш важких умовах працюють виступи штампів, названі знаками. Внаслідок їх малої стійкості порожнини діаметром менше 30 мм при гарячому штампуванні не виконують. При штампуванні поковок великої висоти обмежуються виготовленням лише глухих позначок (рис.47, б) без подальшої просічки отворів. Намітки можна виготови з двох сторін поковки. Виконання наскрізних отворів у поковках обов'язково, якщо діаметр отворів більше чи дорівнює висоті поковок. Можливі різні варіанти розташування поверхні роз’єднання штампа і перемички, що утвориться (рис.47, г), д), є), ж), з). Остання легко видаляється в просічному штампі при обрізанні облою.
Рисунок 47 – Типи поковок з намітками
Залежно від форми і розмірів отвору, що штампується, розрізняють намітки з плоскою перемичкою, з розкосом, з магазином, з кишенею і глухі (рис. 47).
Плоску перемичку (рис.48, а) одержують у невеликих отворах з діаметром основи
dосн.mm = 24 + 0,0625∙Dп, (5)
де Dп – найбільший діаметр поковки, мм.
Намітка верхнім знаком робиться глибиною h<docн, а нижнім – глибиною h<0,8dосн. Щоб зберегти стійкість інструменту і не допустити зайвої витрати металу, намітка повинна мати товщину
s = 0,45  (6)
(6)
При h/dотв<0,4 замість плоских позначок рекомендується застосовувати намітки з розкосом (рис.48, б), при цьому товщина перемички dmin=0,65s, a smax=1,35s, де s визначають за формулою (6).
Намітка з магазином (рис.48, в) застосовується для отворів з dотв>55 мм при наявності попереднього рівчака, що формує намітку з розкосом. У цьому випадку можна одержати меншу товщину перемички в місці зрізу h0.
Для низьких поковок h/dотв<0,07 після штампування в попередньому рівчаку з плоскою наміткою для зниження зусилля і підвищення стійкості знаків остаточного рівчака рекомендуються намітки з кишенею (рис.48, г). При цьому товщина перемички
s = 0,4  . (7)
. (7)
 |
Рисунок 48 – Перемички в намітках отворів:
а) – плоска; б) – з розкосом; в) – з магазином; г) – з кишенею;
д) – глуха намітка
Якщо глибина намічуваного отвору h>1,7dосн чи після призначення радіуса заокруглення не залишається плоскої ділянки, то обмежуються глухою наміткою (рис.48, д). Радіус заокруглення глухої намітки
r = dосн /2tg(45° – α/2), (8)
де α – внутрішній кут, град.
 |
Для двосторонньої намітки рекомендується зміщати поверхню внутрішнього роз’єднання, а з ним і перемичку по відношенню до поверхні зовнішнього роз’єднання (рис.49), що значно полегшує центрування поковки в остаточному рівчаку.
Рисунок 49 – Рекомендований (а), можливий (б) і небажаний (в)
варіанти розміщення перемички в намітці отвору
У разі потреби вибирають розміри ребер і відстані між ними. До основних розмірів поковок з ребрами (рис.50) відносяться радіуси сполучень R, радіуси заокруглень R1, висота ребра h, товщина ребра рівна 2R1, кути нахилу полотна γ. Максимальна відстань а між ребрами для всіх марок матеріалів залежить від висоти ребра: при висоті ребра h/16 мм а=(30...35)s; при h<35,5 мм – а=(25...30)s; при h<71 мм – а=(20...25)s, де s – товщина полотна. При відстані між ребрами до 125 мм кут γ беруть рівним 2°, при а>125 мм – від 0 до 1°30'.
 |
Рисунок 50 – Перетин штампованої деталі
Дата добавления: 2016-07-27; просмотров: 2386;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
