ПРИМЕНЕНИЕ АГРЕГАТНЫХ СТАНКОВ В АВТОМАТИЗИРОВАННОМ ПРОИЗВОДСТВЕ
В соответствии с заданием, необходимо проанализировать возможные методы автоматизации и создания автоматизированного технологического оборудования для обработки данной детали, а затем выбрать из них наиболее перспективный и эффективный.
К таким методам относится метод агрегатирования. Он применяется при создании специальных, так называемых агрегатных станков и целых автоматических линий в условиях серийного, крупносерийного и массового производства.
Его сущность заключается в использовании для компоновки станков готовых, серийно выпускаемых специализированными предприятиями узлов ( агрегатов). Эти узлы унифицированы, изготавливаются целыми гаммами типоразмеров, а их технические характеристики, описания устройства и принципа действия , а также кинематические, пневмо- и гидравлические схемы приводятся в специальных каталогах ( см. список литературы, помещенный в конце этих методических указаний ).
Основными преимуществами рассматриваемого метода являются:
· высокая производительность, обусловленная совмещением основного технологического и вспомогательного времени в рабочем цикле станка (особенно с круглым поворотным столом),
· высокая точность обработки деталей, которая достигается благодаря точности исполнительных узлов и механизмов станка, имеющих отработанную конструкцию, изготавливаемых по хорошо отлаженной технологии в условиях специализации,
· стабильность качества обработки при хорошей сборке и наладке,
· относительно низкая стоимость стандартных узлов и станка вцелом,
· простота и малые сроки проектирования станков, что очень важно при подготовке производства,
· возможность переналадки станков на выпуск различных деталей,
· повторное использование узлов в конструкциях вновь создаваемых станков и автоматических линий,
широкие технологические возможности. На таких станках можно обрабатывать корпусные детали, детали типа валов, втулок, некруглых стержней, рычагов и кронштейнов, полые цилиндры, детали в виде плоских плит, дисков и т.п. Наиболее характерными операциями при этом являются: сверление, развертывание, зенкерование цекование, другие виды механообработки мерным инструментом, а
также различные виды фрезерования, нарезание резьб ( метчиками и плашками), токарная обработка в виде растачивания, выполнения канавок, наружное обтачивание (небольших по длине поверхностей) и выполнять другие виды обработки.
Унификация – важнейшее направление создания автоматизированного технологического оборудования. В настоящее время унифицированы силовые агрегаты (агрегатные силовые головки) основным назначением которых служит обеспечение главного движения – вращения инструмента и подачи. Столы, предназначенные для расположения на них комплекта зажимных приспособлений, воспринятия усилий резания, а также для транспортирования обрабатываемых деталей из одной рабочей позиции в другую. Унифицированы и содержатся в каталогах станины, выбираемые под определенный стол, стойки и кронштейны под силовые головки и т.п., а также некоторые виды технологической оснастки – фрезерные и многошпиндельные насадки, инструмент и элементы управления.
На станках данного типа, в ос*новном, применяется стандартный инструмент, однако может использоваться специальный и комбинированный инструмент. Например, с целью сокращения числа рабочих позиций станка, целесообразно при сверлении отверстий под резьбу использовать ступенчатые сверла, что позволит одновременно с отверстием получить и фаску.
Возможны два режима работы станка:
· автоматический, когда станок выполняет однообразные рабочие циклы без вмешательства рабочего – оператора. Это наиболее эффективный режим. Его следует принимать и в настоящей работе, разработав соответствующую схему управления,
· полуавтоматический режим, при котором для повторения каждого рабочего цикла необходимо вмешательство оператора , который, нажимая на кнопку пульта управления, запускает станок. Эта разновидность работы характеризуется непостоянной производительностью и зависит от субъективных характеристик рабочего.
В первую очередь следует ориентироваться на применение автоматического режима работы станка. В этом случае создаются предпосылки для выполнения заданной программы выпуска деталей. Загрузку деталей на станок и снятие их со станка в этой работе можно оставить ручной.
Сверх задания студентам, желающим повысить технический уровень своей курсовой работы, и, соответственно, оценку, можно рекомендовать проработать вариант автоматизированной загрузки станка, для чего спроектировать специальное загрузочное устройство. В качестве последнего возможно применение промышленного робота, для которого следует разработать захватное устройство под выданную в задании обрабатываемую деталь.

Рисунок 1 – Внешний вид агрегатного станка для обработки средне – и малогабаритных деталей с круглым поворотным столом
На агрегатных станках могут обрабатываться детали машин и приборов различного назначения, самые разнообразные по форме, размерам, материалу заготовок. Номенклатура обрабатываемых деталей практически не ограничена. Для них характерны операции, выполняемые мерным инструментом (сверление, рассверливание, зенкерование, развертывание, цекование и т.п.).
Производится нарезание резьбы метчиками и плашками.
Возможна токарная обработка в виде растачивания отверстий, выполнения различных внутренних канавок, а также наружная обточка небольших по длине поверхностей (с помощью специальных оправок при неподвижной детали). Часто станки этого типа используются для операций фрезерования
(с использованием специальных фрезерных насадок).
Метод агрегатирования успешно применяется для автоматизации операций, сопровождающихся пластическим деформированием материала заготовок и для несложной сборки.
Ниже приведены примеры конфигурации обрабатываемых поверхностей, которые свидетельствуют о широких технологических возможностях станков.
Таблица 1 – Разновидности типов обрабатываемых поверхностей

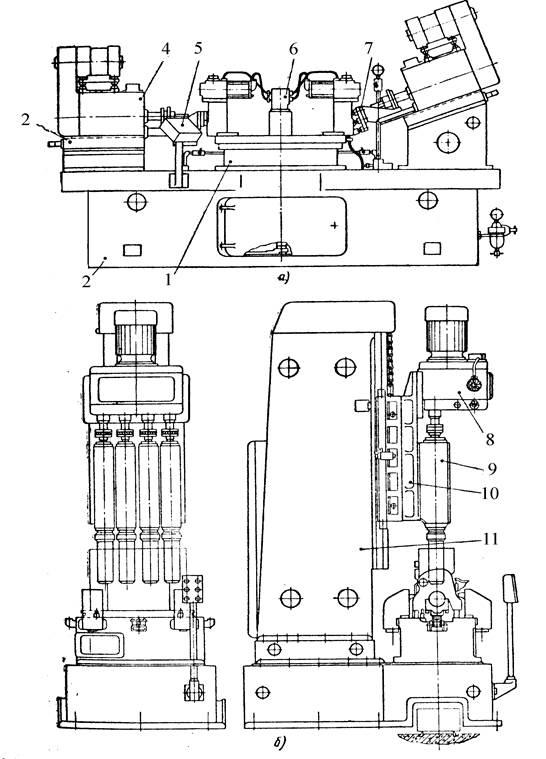
Рисунок 2 – Нормализованные узлы агрегатных станков: 1 –поворотный делительный стол, 2 – станина, 3 – приводная направляющая плита, 4 – силовая головка, 5 – пульт управления, 6 – пневмораспределитель, 7 – подвижный кондуктор, 8 – редуктор привода шпинделя, 9 – расточная бабка, 10 – силовой стол, 11 – стойка ( кронштейн)
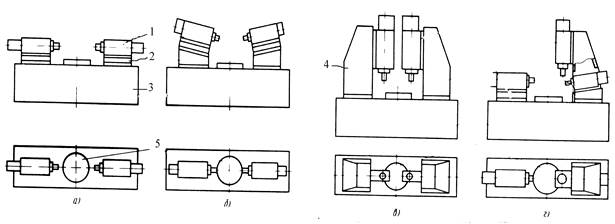
Рисунок 3 – Схемы компоновок агрегатных станков на прямоугольной станине: а – двусторонняя с горизонтальными головками, б – то же, с наклонно закрепленными головками, в – то же, с вертикально установленными головками, г – с горизонтальной, наклонной и вертикальной головками

Рисунок 4 – Схемы компоновок агрегатных станков с круглым поворотным столом: 1 – силовая головка, 2 – подкладная плита, 3 – станина, 4 – стойка (кронштейн), 5 – стол
Подкладные плиты отличаются разнообразием по своим размерам, т.к. предназначены для установки силовых головок на требуемом уровне по отношению к обрабатываемой детали. Особенно это касается деталей, имеющих расположенные под углом к горизонтальной плоскости отверстия. Поэтому допускается изготавливать такие плиты специально.
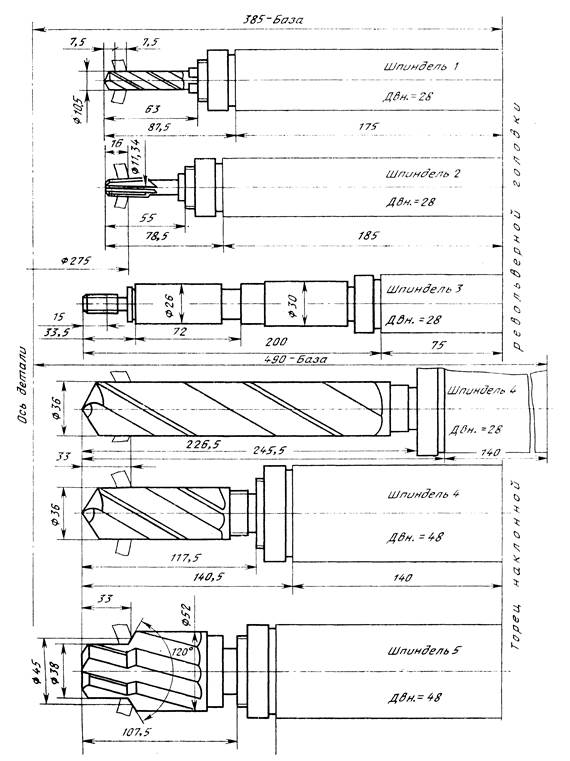
Рисунок 5 – Пример схемы настройки комплекта режущих инструментов
Дата добавления: 2020-11-18; просмотров: 269;
Поиск по сайту
Узнать еще
- CALS-технологии в автоматизированном производстве
- II. Оценка материально-производственных запасов
- V. Производственная гимнастика.
- V. Производственные критерии
- VI Производственная деятельность
- Авария – разрушение сооружений и (или) технических устройств, применяемых на опасном производственном объекте, неконтролируемые взрыв и (или) выброс опасных веществ.
- Аксиома вторая. Вопрос о производственных отношениях вторичен по отношению к вопросу о типе жизнедеятельности.
- Альтернативные производственные возможности

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
