Шегендеу тізбектері 3 глава
мұнда, р – тәжірибе қысымы, МПа;
s – номиналды қабырға қалыңдығы, мм;
R – рұқсат етілген кернеу, МПа;
D – құбырдың номиналды сыртқы диаметрі,мм.
Рұқсат етілген кернеу төмендегідей қабылданады:
– 273 мм және одан жоғары диаметрлі А түрінде жасалған құбырлар үшін R=0,6 sт min; ал жасалымдағы қалған құбырлар үшін R=0,8 sт min;
– 219 мм диаметрлі Б түрінде жасалған құбырлар үшін R=0,8s т min, одан жоғары 219 мм, R=0,6sт min.
Қысымы муфталардың беріктігімен байланысты шектелетін құбырлар үшін тәжірибе қысымы
p=0.8sт min(DM-dp)/ DM (3.4)
мұнда DM – арнайы және қалыпты муфталардың номиналды сыртқы диаметрі, мм;
dp – муфта бұрандасының муфта бұрайтын станокта бұрағаннан кейінгі сыртқы диаметрі, мм;
sт min – минимальды ағу шегі, МПа.
Барлық құбырлар үшін тәжірибелік қысым МЕСТ 632-80-де көрсетілген.
3.5. Ұңғы конструкциясы және шегендеу
құбырларының өлшемдері
Ұңғылардың негізгі конструктивтік параметрлеріне – шегендеу тізбектерінің диаметрі және саны, оларды түсіру тереңдігі, әрбір шегендеу тізбегі отырғызылатын оқпанды бұрғылауға арналған қашау диаметрі, сонымен қатар құбыраралық кеңістікте цементтік ерітіндіні көтеру биіктігі жатады.
Ұңғылар конструкциялары келесі негізгі факторларды есепке ала отырып дайындалады:
– тау-кен жыныстарының орналасу геологиялық ерекшеліктері, олардың физика-механикалық сипаттамалары, флюиді бар кеңістіктің болуы, қабаттық қысым мен температураның мөлшері, сонымен қатар бұрғыланатын жыныстардың гидрожарылуының қысымы;
– ұңғыны бұрғылау мақсаты мен арналуы;
– бұрғылау жұмыстары жүргізілетін аймақтың геологиялық зерттелгендігі, бұрғылау технологиясы, техникамен қамтамасыз ету деңгейі;
– ұңғыны бұрғылау әдісі;
– ұңғыны игеру, пайдалану және жөндеу әдістері.
Технологиялық, пайдалану және экономикалық факторларымен қатар ұңғы конструкциясын таңдау және есептеу кезінде ұңғыны бұрғылау және бекітуді қамтамасыз ететін бұрғылау машиналарының жұмыс режимін және көрсеткіштерін есепке алу керек. Бұл факторға дұрыс мән берілмесе бұрғылау шығырларының, сораптарының, роторының, түптік қозғалтқыштарының қуатының және мұнараның, тәл жүйесінің жүккөтергіштігінің жетіспеушілігіне әкеледі. Осының нәтижесінде бұрғылау кешенінің массасы артады, тасымалдануы және монтаждалуы нашарлайды, жөндеуге және техникалық қызмет етуге байланысты материалдық және жұмыстық шығындар артады. Сондықтан ұңғы конструкциясын жетілдірудегі маңызды бағыттардың бірі - шегендеу тізбектерінің диаметрін сонымен қатар салмағын азайту, аралық және пайдалану тізбектерінде диаметрі азайтылған муфталы және муфтасыз шегендеу құбырларын қолдану болып табылады.
Ұңғы конструкциясын таңдау пайдалану тізбегінің диаметріне байланысты. Барлау ұңғыларында пайдалану тізбегінің диаметрі сапалы керндік материалды шығаруды қамтамасыз ететін талаптарды ескере отырып және аралық шегендеу тізбектерінің саны бойынша анықталады. Пайдалану тізбегінің диаметрі азайғанда аралық тізбектің, кондуктордың, бағыттаушының, қолданылатын қашаулардың диаметрі кішірейеді.
Құбырлардың сыртқы және ішкі қысымдарға қарсылығы олардың диаметрлері кішірейгенде артатынын ескере кету қажет. Сондықтан кіші диаметрлі шегендеу тізбектерінің массасы мен бағасы қолданылатын құбырлардың беріктік тобы, қабырға қалыңдығы, диаметрі азайғанда төмендейді. Кіші диаметрлі ұңғыны салу кезінде энергия, металл, цемент, бұрғылау ерітіндісі, химиялық реагенттер үнемделеді. Кіші диаметрлі ұңғылардың аталған және басқа кейбір артықшылықтары теңізде және құрлықта бір нүктеден тармақтап бұрғылау кезінде ерекше маңыздылыққа ие болады.
Ұңғыны диаметрінің кішіреюі олардың сағаларының арасындағы қашықтықты азайтуға және бір бұтадағы ұңғы санын көтеруге мүмкіндік береді, соның нәтижесінде теңіздік негіздерді орнату және мұнай және газ ұңғыларын бұрғылау және пайдалануға арналған алаңдарды жабдықтауға кететін шығындар азаяды. Осылай Каспий теңізінде жеке теңіздік негізде әдеттегі 16-24 ұңғының орнына 32 кіші диаметрлі ұңғы бұрғыланды.
Шегендеу тізбегінің орынын бұрғылауға арналған қашау диаметрін, қолданылатын шегендеу құбырларының муфталарының диаметрлеріне байланысты таңдайды: Dд = DM + Dk мұнда Dд – қашау диаметрі, DM – шегендеу құбыры муфтасының диаметрі, Dk – ұңғы оқпаны мен шегендеу құбырлары муфталары арасындағы радиалды саңылау.
Ұңғы оқпаны мен муфталар диаметрі арасындағы саңылау шегендеу тізбегін кедергісіз түсіруге мүмкіндік беруі керек. Саңылаудың мөлшері шегендеу тізбегін түсіру тереңдігін, оқпанның жантаюын, ұңғы қабырғасының тұрақтылығын және басқа факторларды ескере отырып шегендеу құбырларының диаметріне байланысты таңдалады. 3.8-кестеде ұңғы оқпанының және шегендеу құбырларының муфтасы арасындағы радиалды саңылаулардың үлкен көрсеткіштері келтірілген.
3.8-кесте
Ұңғы оқпаны мен шегендеу құбыры муфтасы
арасындағы радиалдық саңылау

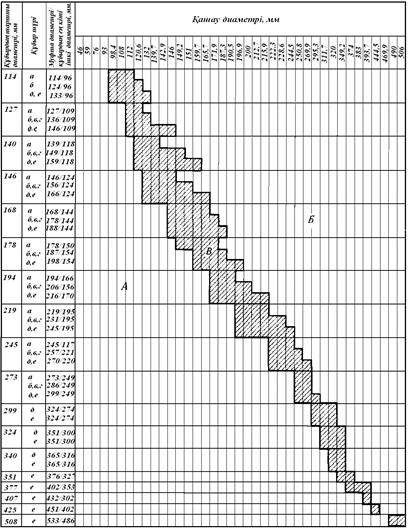
3.9-сурет. Шегендеу тізбектерінің және қашаулардың диаметрін
таңдау номограммасы
Шегендеу құбырлары: а – тегіс муфтасыз ОГМ; б – жоғарыгерметикалық жалғамаларымен ОТТГ (МЕСТ 632-80); в – муфтасыз шеттері қалыңдатылып шығарылған ТБО-4; г – муфтасыз бір шеті шығарылған ТБО (МЕСТ 632-80); д – тарпециялы бұрандамен ОТТМ (МЕСТ 632-80); е – үшбұрышты бұрандамен (МЕСТ 632-80); А – құбырлар ішкі қуысы арқылы өтетін қашау диаметрі; Б – ұңғы қабырғасы және құбырлардың муфтасы сыртқы диаметрі арасындағы саңылауды қамтамасыз ететін қашау диаметрлері; В – сәйкес келмейтін қашаулар мен құбырлар.
4. ҰРШЫҚ
Ұршық бұрғылау тізбегінің жоғарғы тірегі болып табылады және ол айналмалы бұрғылау тізбегіне бұрғылау ерітіндісін жіберуге арналған. Бұрғылау процесінде ұршық автоматты элеваторға немесе тәл механизмінің ілмегіне ілінеді және сораптан келетін шлангаға жалғанған иілген болат құбыр арқылы, арынды құбыр желісімен байланысады. Ұршықтың бұрғылау ерітіндісі өтуіне арналған айналмалы оқпаны бұрғылау тізбегінің жетекші құбырымен бұранда арқылы байланысады.
Көтеріп-түсіру операциялары кезінде ұршық жетекші құбырмен және иілмелі шлангамен шурфқа (диаметрі үлкен қылып қазылған, тайыз ұңғы) жіберіледі және тәл блогынан ажыратылады. Түптік қозғалтқышпен бұрғылағанда ұршық - бұрғылау тізбегін ұстап қалу жағдайын болдырмау үшін, аракідік бұрғылау тізбегіне айналыс беру кезінде қолданылады.
Пайдалану кезінде ұршық бұрғылау тізбегінің салмағы әсерінен болатын статикалық өстік жүктемелерді, қашаудың айналмалы қозғалысы және жуу ерітіндісінің дүмпуі әсерінен пайда болатын динамикалық жүктемелерді қабылдайды. Ұршықтың ерітіндімен жанасатын бөлшектері абразивті қажалып, тозуға ұшырайды. Ұршықтың үйкелетін бөлшектерінің механикалық қасиеті үйкеліс кезіндегі қызудың нәтижесінен нашарлайды.
Ұршықтарға келесі негізгі талаптар қойылады:
– КТО және бұрғылау тізбегін жалғау кезінде ұршықтың көлденең өлшемдері оның мұнара ішінде еркін орын ауыстыруына кедергі келтірмеуі керек;
– тез тозатын түйіндері мен бөлшектері кәсіпшілік жағдайларда тез алмастыру үшін ыңғайлы болуы керек;
– майдың жеткізілуі мен таратылу нәтижесінде ұршықтың үйкелетін бөлшектерін майлау және суыту қамтамасыз етілуі керек;
– тәл блогымен байланыстыратын қондырғы сенімді және шурфтан ұршықты тез шығаруына ыңғайлы болуы керек.
Ұршықтарды жаңа нүктені бұрғылауда пайдаланудың алдында келесі жағдайларды тексереді:
1. Оқпанның дұрыс айналуын. Оқпан жұмысшы күшімен ұзындығы 1м болатын кілт сабына түсірілген күшпен айналуы тиіс. Егер оқпан айналмаса, онда ішкі құбырдың нығыздалуын сәл әлсірету керек. Егер ол жағдайда айналмаса, онда ұршықты ауыстыру қажет.
2. Оқпан мен аударманы сырттай бақылаған жағдайда жарықша табылса немесе тозған болса, оны жөндеуге жөнелту керек.
3. Мойынның, ұршық қақпағының және төменгі фланецтің сенімді бекітілуі (бұл жағдайда гайканың айналып, шығып кетуін болдырмау мақсатында оның дұрыс бекітілуіне баса назар аударылады) қажет;
4. Штроптардың сыртқы тексерудегі жағдайы және оның саусақта айналуы қамтамасыз етілуі қажет;
5. Тік қалыптағы ұршықтағы майдың деңгейі мен сапасын (қажет болса, май қосады немесе бұрынғысын жаңасымен ауыстырады) тексеру қажет;
6. Оқпанның төменгі бөлігінің нығыздалуы жағдайын (егер одан май аққан жағдайда асбографитті манжет пен севанитті сақинаны ауыстырады, севанитті нығыздағыштың іші қою маймен толтырылады) тексереді.
4.1. Ұршық конструкциясының негізгі элементтері
Ұршықтар ортақ құрылымдық сұлбаға ие және шектік өстік жүктемемен ерекшелінетін пайдалану және терең барлау ұңғыларын бұрғылауға арналған бұрғылау қондырғыларында қолданылады. Кейбір отандық және шет елдік ұршықтардың түйіндерінің және бөлшектердің құрылымдық ерекшеліктері өндірушілердің жасау мүмкіндіктері мен талаптарына сай болады және ол уақыт өткен сайын олардың сенімділігі мен ұзақтұрақтылығын арттыру үшін жаңартылып отырылады. 4.1-суретте қазіргі заманғы ұршық құрылымы көрсетілген.
Ұршықтың тұрқысы 4 көміртекті немесе төмен лигерленген болаттан жасалған және тәл механизмінің ілмегіне ілуге арналған жартылай құйылған, штропқа 12 арналған сыртқы бүйірлік қалталары бар. Штроптың көлденең қимасы дөңгелек, формасы доға тәрізді. Ол еркін сомдау әдісімен 40ХН, 30ХГН, 30ХГСА маркалы лигерленген болаттан жасалынады.
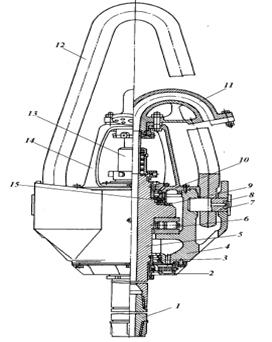
4.1-сурет. УВ-250 ұршығы
Штроптың жалпайтылған ұштарында саусақшаларға 7 арналған ойық тесіледі, ол штроп пен ұршық тұрқын байланыстырады. Саусақшалар тұрқының көлденең қалталы ойығында орналастырылады және жантаю мен бұрылыстардан 8 сақтайды. Жетекші құбырды шурфқа салғанда ұршық штропы тік бағыттан ауытқиды және тәл механизмінің ілмегіне қосу мен ажыратуға қолайлы жағдайда орналасады.
Штроптың бұрылу бұрышы ұршықтың тұрқының қалташалар қабырғаларымен шектеледi және 450 аспайды. Штроп саусақшаларында майлаушы бунақ пен серiппелi майлағыштар үшiн бұрандалы тесік және арналар жасалынған. Ұршықтың тұрқысында тіректік және радиалды мойынтіректерде, ұршықты бұрғылау тізбегінің жетекші құбырымен жалғастыруға арналған аудармасы бар оқпан 5 айналады. Оқпан – сыртқы бетінде тіректік мойынтіректерге арналған фланеці, жуу сұйығына арналған орталық өтпелі тесігі бар, болат цилиндр болып табылады. Оқпан бұрғылау роторының жиілігімен бірдей айналады және ұңғыға айдалатын жуу сұйығы мен бұрғылау жабдықтарынан болатын жүктемені өзіне қабылдайды. Басқа да жүктелген түйіндерге қарағанда ұршық оқпаны көбірек жүктелген. Сондықтан оның беріктігіне жоғарғы талаптар қойылады. Ұршық оқпаны бір қалыпты еркін сомдау арқылы өңделіп шыңдалған болаттан жасалады. Бұндай дайындамаларды қолданудың арқасында материалға және механикалық өңдеуге кететін шығын төмендейді. Оқпандар үшін жоғары механикалық қасиеттер мен біршама жақсырақ кристалдық структуруға ие 40Х, 40ХН, 38ХГН маркалы болаттар қолданылады.
Ұршық оқпанының өстік орнығуы тіректік мойынтіректермен 6 және 9 қамтамасыз етіледі. Бұрғылау жабдығы және өз салмағымен жүктелген ұршық штроп көмегімен ілінген жағдайда оқпанның негізгі тіреуі – мойынтірек 6 болып табылады. Ал оқпанның көмекші тіреуі болып, ұршық оқпанға тіреліп, ұршық штропы еркін жағдайда болған кездегі – тұрқысының, басқа да айналмайтын бөлшектерінің салмағымен жүктелген мойынтірек 9 болып табылады. Бұл ұршықты жетекші құбырымен шурфқа орнатқанда немесе бұрғылау тізбегінің салмағы жеткіліксіз жағдайда қашауға түсіретін салмақты ұршық салмағымен қосымша жүктемелеу арқылы бұрғылау процесі жүзеге асқанда болады.
Ұршықтың қарастырылып отырған құрылымында, оқпанның негізгі тіреуінде, қысқа цилиндрлік ролигі бар тіректік мойынтірек орналасқан. Оқпанның айналуы кезінде роликтердің қысқалығының салдарынан олардың сақиналарға қатысты сырғанауы азайады. Ол мойынтіректірдің тозуы мен қызып кетпеуіне біршама жақсы әсерін тигізеді. Конусты және сфералық роликтері бар мойынтіректер қысқа цилиндрлік роликтері бар мойынтіректермен салыстырғанда жоғары жүктемелік қасиеттерге ие. Сондықтан ауыр жүктелген ұршықтарда көбінесе конусты немесе сфералық роликтері бар тіректік мойынтіректер қолданылады. Оқпанға қатысты роликті центрлеу үшін, мойынтірек 6 ішкі сеператормен жабдықталған. Сыртқы сеператор роликтерді ортадан тепкіш күштің әсерінен орын ауыстырудан сақтайды. Бұдан азырақ жүктелген көмекші тіреулерде шарикті тіректік мойынтіректер қолданылады. Оқпан тұрқыда радиалды роликті мойынтіректер 3, 10 көмегімен центрленеді. Тіректік мойынтіректер оқпанда орналасқан сақина бойымен центрленеді. Екінші сақина еркін, бос болып табылады және соның арқасында мойынтіректің денесінің тербелуіне қатысты өздігінен центрленеді.
Оқпанның өстік жағдайы және мойынтіректердің 9, 10 тартылуы ұршықтың тұрқысымен 4 қақпақшасы 14 арасындағы төсемемен реттеледі. Төменгі радиалды мойынтіректің өстік тартылуы ұршық оқпанына бұралған, ағытылып қалудан сірестіргіш винттермен сақталатын, орнықтырғыш төлке көмегімен реттеледі. Мойынтіректің сыртқы сақинасы тұрқының сақиналы ойысында орнатылған серіппелі сірестіргішпен ұсталынып тұрады. Ұршықты бұрғылау тізбегінің жетекші құбырымен жалғастыру үшін, оқпан бұрандасын тозудан және механикалық зақымданудан сақтайтын ауыспалы ниппельді аударма 1 қолданылады.
Ұршықтың оқпанында және жетекші құбырдың жоғарғы ұшында бұранда ішкі жағынан ойылған, сондықтан оларды байланыстыру үшін ниппель типті аударма қолданылады. Қашаудың айналуы кезінде өздігінен ағытылып шешіліп кетуден сақтау үшін, ұршық оқпанында, аудармаларда және жетекші құбырдың жоғарғы ұшында теріс бұранда ойылған. Жетекші құбырдың төменгі аудармасы және басқа да бұрғылау тізбегінің жалғамалары қашаудың айналу бағытымен бағыттас оң бұрандалы болып келеді.
Ұршық тұрқысы оқпанның шығып тұратын ұштарына арналған ойықтары бар жоғарғы 14 және төменгі 2 қақпақшамен жабылады. Қақпақшалар тұрқыға болттар көмегімен бекітіледі. Жоғарғы қақпақша тіреулермен және бұрғылау шлангасымен ұршықты байланыстыратын иінді құбыр 11 орналасқан екінші фланецпен жабдықталған. Жуу сұйығы иінді құбырдан аралық құрылым 13 арқылы оқпанның өту арнасына құйылады.
Қақпақшалары бар тұрқымен 4 ұршық оқпаны 5, және қақпашалар 14, 2 арасындағы қуыс, негізгі және радиалды мойынтіректерді майлауға арналған сұйық маймен толтырылады. Оқпан стақаны 15 көмекші және жоғарғы радиалды мойынтіректерді майлауға арналған майлы ванналарды қалыптастырады. Май тұрқының жоғарғы қақпақшасындағы ойық арқылы құйылады. Ескірген майды жіберу үшін, тұрқының төменгі қақпақшасында тесік қарастырылған. Майдың деңгейі ұршық тұрқысына бұралып кіргізілген бақылаушы тығынмен тексеріледі. Май ойықтары бұрандалы тығындармен жабылады.
Оқпан мен иінді құбырды байланыстыру үшін әртүрлі құрылымды қондырғылар қарастырылған. Иінді құбыр мен оқпан жалғанатын саңылаудан айдалатын жуу сұйығы тығыздалуын қамтамасыз ететін түйін (4.2-сурет) еркін орнатылған арынды құбырдан 9, саңылаусыздандырғыш манжетті тығыздамалардан 6, 8, 10, 13, оқпанға 14 бұралған қосымша гайкалардан 1, 3 және иінді құбыр 4 пен ұршық қақпағы арасына болттармен қысылған төлкеден 5 тұрады.
Ұршықтың жұмыс жасау қабілеттілігі оның қозғалатын және қозғалмайтын байланыстарындағы тығыздамалардың сенімділігіне тәуелді. Соның ішінде аса жауапкершілігі жоғарысы, жоғары қысыммен айдалатын жуу сұйығының ағып кетуінен сақтайтын арынды құбырдың тығыздамасы болып табылады. Бұл мақсатта (4.2-сурет) өздігінен тығыздалынатын радиалды 8, 10 және белгілі бір қаттылықпен тозуға төзімді синтетикалық материалдардан жасалған шеттік манжеттер 6, 13 қолданылады. Манжет жағалары әсер ететін қысымға қарсы бағытталған, сондықтан тығыздалынатын бетке жуу сұйығы қысымына пропорционал күшпен тығыздалады.
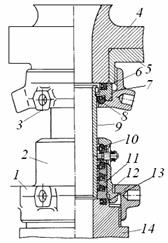
4.2-сурет. Ұршық оқпаны мен иінді құбырдың
тез ажырамалы байланысы
Арынды құбыр мен иінді құбыр ұштарының түйіскен жері сақиналы төлкенің 7 бунағындағы радиалды 8 және шеттік 6 манжеттермен тығыздалынады. Төлке манжеттермен бірге арынды құбырға кигізілген және қосымша гайка 3 көмегімен ұршықтың иінді құбырына берік қысылған. Арынды құбырдың төменгі ұшы мен ұршық оқпанының аралығындағы қарсы жақтағы жалғану металл сақиналармен 11 бөлінген төрт радиалды манжеталармен 10 шеттік манжетамен 13 тығыздалған. Радиалды манжеталар стақанда 2 орнатылып және стақанды ұршық оқпанымен байланыстыратын кигізілмелі гайкамен 1 тартылған.
Стақан оқпанмен бірге айналады, ал радиалды манжеталар жоғарғы манжеталарда 8 үйкеліс күшімен ұсталынып арынды құбырға қатысты сырғанайды. Сырғанау үйкелісетін беттердің тозуын оған қоса жуу сұйығының абразивтік әсерінен асқынуын болдырады. Сондықтан арынды құбырдың төменгі тығыздағышы жоғарғы қозғалмайтынға қарағанда оның сенімділігі мен ұзақмерзімділігін қамтамасыз ететін көп қатарлы конструкцияға ие. Стақанның үйкеліс нәтижесінде болатын тығыздағыш қызуы мен қажалып тозуының алдын алу үшін манжеталар ара-арасында майлап тұратын винтті майлағышпен жабдықталған.
Стақандағы майлаушы тесіктің үстінде орналасқан манжета 10, оны сыртқы ластанудан сақтап және шприцпен майлау кезінде майдың ағып кетуін болдырмайды. Шеттік манжета 13 ұршық оқпанымен, сақинамен 12 бірге айналады және беттесетін беттерге қатысты жылжымайтын күйде болады. Зауыттан шығару мен жинау кезіндегі ауытқулар, арынды құбырдың еркін жүзу жағдайымен қалыптастырылады. Арынды құбырлар төменлегирленген цементтелінетін 12ХН2А, 20ХНЗА және т.б. маркалы болаттардан жасалынады. Арынды құбырдың сыртқы беті жылтырлатылады.
Ұршықтың майлы ванналарынан майдың ағып кетуін болдырмау үшін, оның тұрқысының төменгі қақпақшасында екі манжета 4 орналасады (4.3-сурет). Манжеталар ұршық оқпанының радиалды мойынтірегінің 1 ішкі құрсауын қатыруға арналған төлкеге 3 жабысып тұрады. Манжеттің жағасы төлкеге манжетаға кигізілген сақиналы цилиндрлік серіппе көмегімен қысылады.
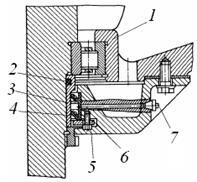
4. 3-сурет. Майлы ванна тығыздағышы
Өстік бағытта манжета қақпақшаға болтпен 5 бекітілетін шайба 6 көмегімен қатырылады. Тығыздағыш дөңгелек сақина 2 төлке мен ұршық оқпаны арасынан майдың ағып кетуін болдырмайды. Төлкемен түйіндесетін жерлерде үйкелісті азайту үшін, манжеталар майсауыт 7 арқылы майланады. Төлке біраз тозған жағдайда жаңасымен ауыстырылады. Ұқсас манжеталар оқпан мен ұршық тұрқысының жоғарғы қақпашасының арасында орналастырылады.
Ұршық тұрқысы мен оның қақпақшаларының арасындағы жалпақ түйісулер картоннан жасалған беттік төсемелермен тығыздалады. Тұрқының жоғарғы қақпақшаның төсемесі біруақытта көмекші тіректік мойынтіректің өстік сығылуын реттеу үшін қолданылады. Жуу сұйығының қысымымен жұмыс істейтін ұршық қақпақшасы және иінді құбыр арасындағы төсеме резиналы матадан жасалынады. Төсемелер ұршықтың түйіскен бөлшектерін бекітетін болттармен тартылады.
АСП кешенімен жабдықталған бұрғылау қондырғыларының тәл механизмінде ілмектің орнына автоматтандырылған элеватор қолданылады. Ұршықтың автоматты элеватормен байланысуы ілмекті шторптардан 2, өтпелі жақшадан 3 және траверсадан 5 тұратын қондырғы (4.4-сурет) көмегімен жүзеге асады.
Дата добавления: 2020-10-25; просмотров: 304;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
