Схеми розташування полів допусків
В умовах виробництва контроль діаметрів валів проводять за допомогою калібрів-скоб, які за конструкцією бувають односторонні або двосторонні. Прохідна сторона скоби виготовляється номінально рівною найбільшому граничному розміру контрольованого валу, а непрохідна сторона - номінально рівною якнайменшому граничному розміру валу. Калібри-пробки для контролю отворів також бувають прохідними Р-ПР та непрохідними Р-НЕ. Прохідна сторона пробки виготовляється номінально рівною найменшому граничному розміру контрольованого отвору, а непрохідна сторона – номінально рівною найбільшому розміру отвору.
Розміри прохідних і непрохідних калібрів, як і розмір будь-якого виробу, не можуть бути виготовлені абсолютно точно. Допуски на неточність виготовлення калібрів і допуск на їх знос передбачені спеціальними стандартами. Допуск на знос встановлюється тільки для робочих прохідних калібрів. Встановлені стандартом відхилення для калібрів відлічуються від граничних розмірів деталей.
В діючому стандарті СТ СЄВ 157 – 75 прийняті наступні позначення розмірів і допусків:
D – номінальний розмір виробу;
Dmin – найменший граничний розмір виробу;
Dmax – найбільший граничний розмір виробу;
Т – допуск виробу;
Н – допуск на виготовлення калібрів для отвору;
Нs – допуск на виготовлення калібрів із специфічними вимірювальними поверхнями для отвору;
Н1 – допуск на виготовлення калібрів для валу;
НР – допуск на виготовлення контрольного калібру для скоб;
Z – відхилення середини поля допуску на виготовлення прохідного калібру для отвору відносно найменшого граничного розміру виробу;
Z1 – відхилення середини поля допуску на виготовлення прохідного калібру для валу відносно найбільшого граничного розміру виробу;
Y – допустимий вихід розміру зношеного прохідного калібру для отвору за межу поля допуску виробу;
Y1 - допустимий вихід розміру зношеного прохідного калібру для валу за межу поля допуску виробу;
α – величина для компенсації погрішності контролю калібрами отворів з розмірами понад 180 мм;
α1 - – величина для компенсації погрішності контролю калібрами валів з розмірами понад 180 мм
Схеми розташування полів допусків калібрів для отворів квалітетів 6, 7 та 9 та номінальних розмірів до 180 мм:
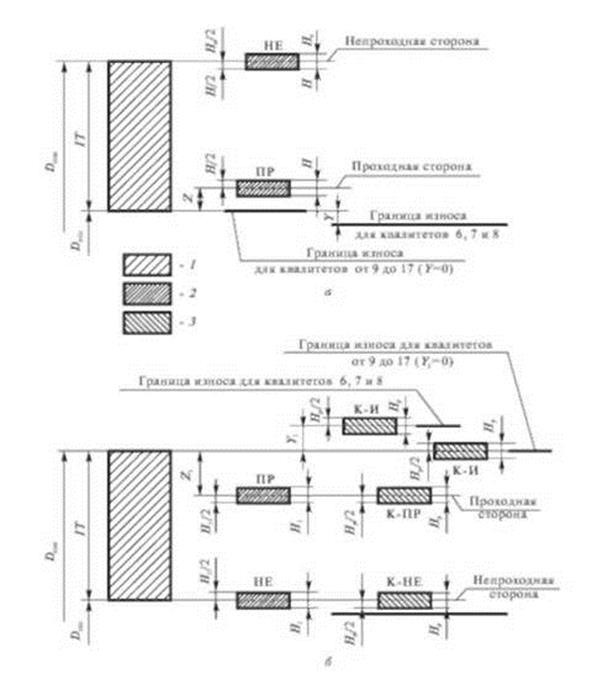
Рисунок 2.22 - Схеми розташування полів допусків граничних калібрів для отворів (а) і валів (б) при розмірах до 180 мм:
1 - поле допуску виробу; 2 - поле допуску робочого калібру; 3 - поле допуску контрольного калібру
контрольованого валу;-допустимий вихід розміру зношеного прохідного калібру-пробки 11 за межу поля допуску виробу; У{ - допустимий вихід розміру зношеного прохідного калібра-кільця I або калібру скоби (вид 2); а, а. - величина компенсації погрешно сті контролю калібрами відповідно отворів або валів з розмірами понад 180 мм
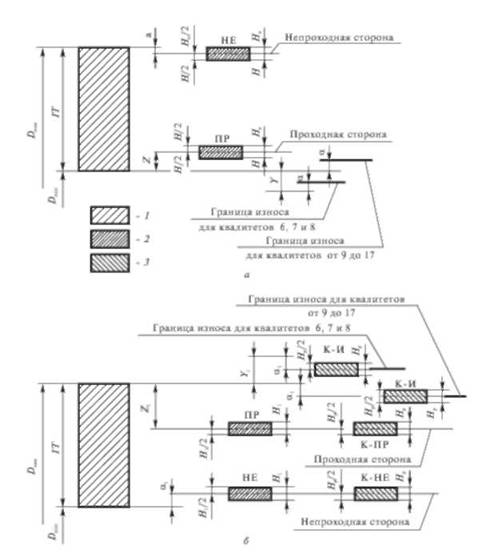
Рисунок 2.23 - . Схеми розташування полів допусків граничних калібрів для отворів (а) і валів (б) при розмірах понад 180 мм:
1 - поле допуску виробу; 2 - поле допуску робочого калібру; 3 - поле допуску контрольного калібру
Питання для самоперевірки:
1. Класифікація калібрів за призначенням.
2. Які вимоги пред'являються до виготовлення калібрів: за конструкцією, за точністю, за шорсткістю робочих поверхонь, за матеріалом, щодо експлуатації?
3. Що таке номінальний розмір калібру?
4. Як розрахувати виконавчий розмір калібру?
5. Як визначають робочі калібри?
6. Як визначають контрольні калібри?
Дата добавления: 2016-07-22; просмотров: 4063;
Поиск по сайту
Узнать еще
- Імпульсні схеми на цифрових елементах
- Інтерфейсні мікросхеми
- Відхилення і допуски розташування
- Взаємне розташування прямих
- Взаємне розташування суміжних стрілочних переводів
- Визначення місця розташування розподільчого складу на території, що обслуговується
- Граф-схеми алгоритмів (ГСА)
- Джерела водопостачання. Системи і схеми позаплощадкового водопостачання

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
