Фрезерування прямозубих циліндричних коліс методом копіювання дисковими модульними фрезами
Обробка зубчастих коліс може здійснюватися за двома методами: методом копіювання і методом обкочування.
За методом копіюванняколеса обробляють такими способами:
- Нарізання зубів дисковими модульними фрезами на горизонтально- та вертикально-фрезерних верстатах.
2. Нарізання зубів пальцевими модульними фрезами на горизонтально- та вертикально-фрезерних верстатах.
3. Протягування зубів модульними протяжками на спеціальних верстатах.
4. Зубодовбання на спеціальних верстатах багаторізцевими зубодовбальними головками.
5. Накатування зубів накатниками.
Одержання зубчастих коліс невисокої точності методами лиття та порошкової металургії.
За методом обкочуваннязубчасті колеса нарізають такими способами:
1. Зубодовбання чашковими та кінцевими довбачами на зубодовбальних верстатах.
- Зубодовбання зубчастими гребінками на спеціальних верстатах.
- Зубофрезерування на зубофрезерних верстатах черв'ячними модульними фрезами.
Крім того, для підвищення точності зубчастих коліс застосовуються різні методи зубооздоблювальної обробки: зубошліфування, обкочування, притирання.
При обробці методом копіювання модульними дисковими фрезами використовуються комплекти дискових фрез (для кожного модуля свій комплект). Кожна фреза комплекту розрахована на нарізання колеса з певною кількістю зубів. Комплекти дискових фрез бувають з 8, 15, а також 26 фрез. Комплект з 8 фрез використовується для нарізання зубів модулем до 8 mm, з 15 фрез – для нарізання зубів модулем 9...16 mm (таблиця 6.1) і комплект з 26 фрез – для нарізання зубів модулем більше 16 mm.
Таблиця 6.1 – Номера фрез для нарізання зубів з комплектів 8 і 15шт.
| Комплект 8 шт. | Комплект 15 шт. | ||||
| № фрези | Число зубів, що нарізаються | № фрези | Число зубів, що нарізаються | № фрези | Число зубів, що нарізаються |
| 12, 13 | 5 
| 30-34 | |||
| 14-16 | 1
| 35-41 | |||
| 17-20 | 6
| 42-54 | |||
| 21-25 | 2
| 15, 16 | 55-79 | ||
| 26-34 | 17, 18 | 7
| 80-134 | ||
| 35-54 | 3
| 19, 20 | 135, рейка | ||
| 55-134 | 21, 22 | ||||
| 135, рейка | 4 , 5
| 23-25, 26-29 |
Зубчасті колеса на горизонтально- та вертикально-фрезерних верстатах нарізають з застосуванням ділильної головки. При цьому залежно від кількості зубів зубчастого колеса застосовують просте або диференційне ділення.
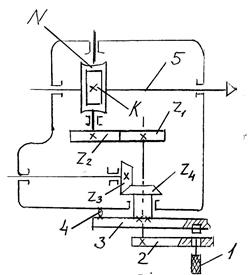
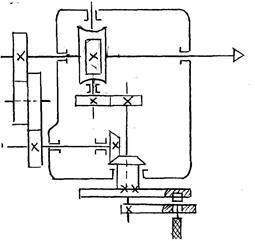
Розглянемо правило для використання простого ділення (рисунок 6.1 а,б).
а б
Рисунок 6.1 Кінематична схема універсальної ділильної головки:
а – просте ділення; б – диференційне ділення
При цьому методі ділення черв'як K вводиться в зачеплення з черв'ячним колесом N (рисунок 6.1 а). Шпиндель 5 обертається рукояткою 2 з фіксатором 1. На диску 3 є концентричні кола з отворами, проти яких при налагодженні ставиться фіксатор. Поворот рукоятки передається через циліндричні зубчасті колеса Z1 - Z2 з передаточним відношенням і = 1 та черв'ячну пару К - N з
і = 1:40.
Рівняння кінематичного ланцюга руху шпинделя має вигляд n/40 = 1/7, або n = 40/Z, де п – число обертів рукоятки. Якщо потрібно розділити коло на Z рівних частин, необхідно повернути шпиндель 5 разом з заготовкою на 1/Z оберта, а рукоятку 2 на Z/40 оберта. Це можна записати таким чином:
40/Z = А + а/b = А + mа/mb, де А – число цілих обертів рукоятки; а і b– чисельник та знаменник правильного нескорочувального дробу; m – спільний множник, який вибирається таким чином, щоб mb являло собою число отворів на якому-небудь колі ділильного диску 3. Тоді mа – число ділень лімбу, на яке повинна бути поверена рукоятка 2 додатково до А повних обертів. Рукоятку обертають за часовою стрілкою.
Приклад: підібрати отвори на ділильному диску при z = 35. Число обертів рукоятки n = 40/35 = 1 +5/35 = 1+1/7. Вибираємо на лімбі ділильного диску коло з 49 отворами, тоді mb = 49 = 7 х 7, mа = 1 х 7 = 7.
Таким чином, n = 1+7/49. Це означає, що при діленні необхідно зробити один повний оберт рукоятки і далі перемістити заскочку на 7 кроків на колі, на якому 49 отворів.
Для зручності відрахунку проміжків між отворами ділильного диску встановлено розсувний сектор, який складається з двох лінійок. Лінійки встановлюють таким чином, щоб між ними було число проміжків mа. Під час простого ділення ділильний диск повинен бути зафіксований.
Схеми закріплення заготовок та нарізання зубів показані на рисунках 6.2; 6.3; 6.4.
Модульними фрезами методом копіювання можна нарізати також конічні колеса. Але при цьому шпиндель ділильної головки повинен бути повернутим на необхідний кут (рисунок 6.2).
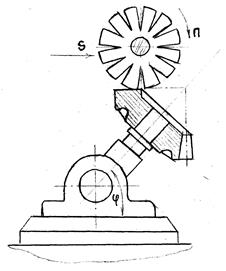
Рисунок 6.2 Схема фрезерування конічного колеса
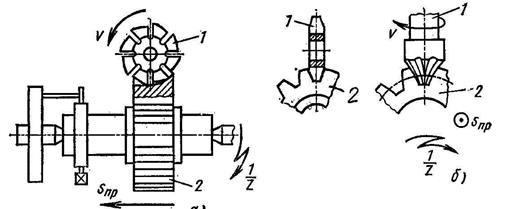
Зуби коліс великих модулів часто нарізають пальцевими модульними фрезами (рисунок 6.3).
ª)
Рисунок 6.3 Схеми фрезерування зубів за методом копіювання:
а – дисковою модульною фрезою; б – пальцевою модульною фрезою; 1 – фреза;
2 – колесо, що оброблюється.
На горизонтально-фрезерних верстатах зуби нарізаються таким чином: ділильну головку та задню бабку встановлюють на столі верстата. Оправку з заготовкою встановлюють в центрах ділильної головки та задньої бабки або в патроні головки. Фреза встановлюється в діаметральній площині відносно заготовки. Правильність встановлення фрези вимірюють індикатором або іншими методами. Встановлення фрези на висоту зуба здійснюють за допомогою лімба або щупа чи за допомогою пробних ходів та промірів. Заготовка підводиться до фрези і фрезерується перша впадина і так повторюється до тих пір, поки не наріжуться всі зуби.
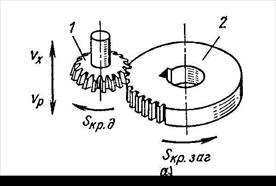
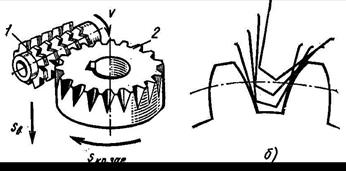
Рисунок 6.4 Схема формоутворення зубів циліндричного колеса методом обкочування: а – довбачем; б – черв’ячною модульною фрезою (схема утворення поверхні зуба)
Дата добавления: 2016-07-11; просмотров: 3027;
Поиск по сайту
Узнать еще
- I. Расчёт методом контурных токов.
- II. Расчёт методом суперпозиции.
- IV. Расчёт простых цепей постоянного тока методом эквивалентных преобразований сопротивлений.
- Алгоритм вычисления ПХ классическим методом
- Алгоритм вычисления ПХ операторным методом
- Алгоритм отделения корней методом последовательного перебора
- Алгоритм расчета переходного процесса классическим методом
- Алгоритм решения задач этим методом.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
