Штамповка жидкого металла
Жидкий металл подают в металлическую форму и под давлением прессующего пуансона происходит уплотнение залитого металла , сопряжение пуансона и матрицы образует закрытую фасонную полость. Наружные контуры отливки получают разъемной формой , если деталь имеет наружные выступы или неразъемной формой , при отсутствии выступов. Внутренние полости образуют внедрением пуансона в жидкий металл.
Отливки изготавливают из:
-цветных литейных и деформируемых сплавов на основе Al,Cu,Mg,применение черных МЕ ограниченно из-за снижения стойкости формы.
Массы отливок до 300кг
Тип производства: серийное
Точность заготовки : 11-14 квалитеты
Ra=2,5+1,25
Коэф-т использ. Мат-ла : 0,9+0,93
Достоинства (по сравнению с литьем под давлением) :
1.отсутствие газовых и усадочных раковин
2.высокая скорость кристаллизации , в результате чего структура МЕ получается равномерная мелкозернистая
3.повышаются механические св-ва заготовок
4.более высокая стойкость формы
5.возможность изготовление как тонкостенных , так и толстостенных отливок
Достоинства (по сравнению с горячей объемной штамповкой)
1.возможность изготовления отливок как из деформируемых,так и литейных малопластичных сплавов.
2.возможность выполнения глубоких полостей , тонких сечений
3.высокий коэффициент использования
4.более высокая точность заготовок
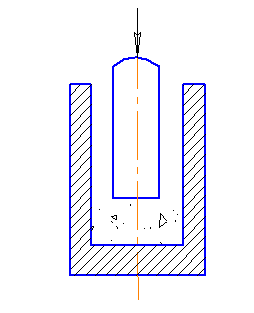
Штамповку жидкого МЕ осуществляют :
-с кристаллизацией под поршневым давлением
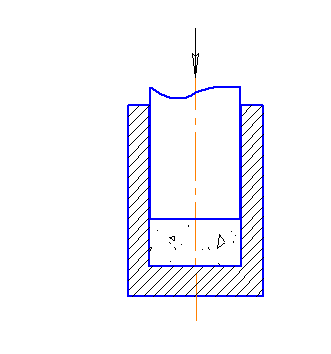
-выдавливанием из жидкого МЕ
Дата добавления: 2016-07-05; просмотров: 2162;
Поиск по сайту
Узнать еще
- А – появление зародышей кристаллов; б – рост кристаллов и образование новых центров; в – рост кристаллов; г – границы кристаллов (зерен) затвердевшего металла.
- АЖУРНАЯ СКУЛЬПТУРА ИЗ МЕТАЛЛА
- В современных условиях рамки валютной монополии определены, прежде всего, законом «О драгоценных металлах и драгоценных камнях» (26 марта 1998 г. № 41-ФЗ).
- Вакуумирование металла
- ВВЕДЕНИЕ РЕАГЕНТОВ В ГЛУБЬ МЕТАЛЛА
- Взаимодействие наплавленного металла с азотом
- Влияние жидкого груза на остойчивость судна
- Влияние ионного состава электролита и рН электролита на коррозию металла.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
