Энергетические характеристики некоторых термических источников энергия для сварки и резки
| Источники энергии | Температура пламени или дуги, К | Наименьшая площадь нагрева, см2 | Макс. плотность энергии в пятне q2 , Вт/см2 |
| Газовое пламя | 3000 - 3500 | 1·10-2 | 5·104 |
| Топливно-плазменное пламя | 4000-5000 | 1·10-2 | 5·104 |
| Дуга в парах: щелочных металлов; железа | 4500 - 5000 5 000 - 6 000 | 1·10-2 | 1·107 |
| Дуга в газах: водород, азот аргон, гелий | 5 000 - 8 000 10000 - 20000 | 1·10-3 | 1·107 |
| Микроплазма | — | 1·10-6 | 1·108 |
| Электронный луч | — | 1·10-7 | 1·109 |
| Фотонный луч | — | 1·10-8 | 1·1010 |
Примечание. Понятие температуры в луче не характерно, так как движение частиц в основном направленное, а не хаотичное.
Расчеты показали, что для многих видов соединений и материалов механические и термомеханические процессы сварки требуют значительно меньше энергии, чем сварка плавлением. Например, при сварке встык стальных стержней диаметром 20 мм дуговым ванным способом необходимо eсв » 300 дж/мм2,при контактной стыковой сварке оплавлением »400 дж/мм2, при сварке трением »130 дж/мм2. Для сварки встык пластин из алюминиевого сплава толщиной 5 ммтребуется eсв: при аргоно-дуговой сварке 300 дж/мм2; при контактной сварке »200 дж/мм2; при холодной сварке »30 дж/мм2(см. рис. 1.11).
 |
Рис. 1.9. Средние значения eсв при сварке стали 18-8 толщиной до 50ммразными методами:
АД - аргоно-дуговая; ДФ - дуговая под флюсом; ПД - плазменнодуговая; ЭЛС – электроннолучевая
Расчет значенийeсвдля разных методов сварки плавлением нержавеющей стали типа 18-8 показал (рис. 1.9), что с увеличением толщины изделия удельная. сварочная энергия резко растет при использовании многопроходной сварки. Например, аргоно-дуговая сварка вольфрамовым электродом обеспечивает получение стыкового сварного соединения для листов толщиной 15 мм при общих затратах на все проходы до 1000 дж/мм2. Электроннолучевой процесс благодаря кинжальному проплавлению при однопроходной сварке позволяет соединить встык листы толщиной от 10 до 50 мм практически при одной и той же удельной энергии порядка 20 - 50 дж/мм2.
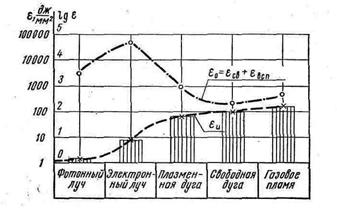
Рис. 1.10. Порядок величин удельной энергии eи и eо дж/мм2, необходимой для однопроходной сварки стали различными методами
Сравнение критериев eи и eо для однопроходной сварки стали показывает, что eи с уменьшением интенсивности источника возрастает примерно от единиц (3…5 дж/мм2) для лазерной сварки до сотен (200…400 дж/мм2) для газового пламени. В то же время общие затраты энергии eо, в которых учитывается вакуумирование для электронного луча (площадь изделия »500 мм2)и к.п.д. лазера »0,1%', в сотни и тысячи раз выше для этих источников, чем для свободной дуги в аргоне или для газового пламени (рис. 1.10).
Анализ эффективности различных процессов сварки позволяет построить диаграмму удельной энергии, необходимой для сварки разными методами. На рис. 1.11 в логарифмическом масштабе по оси ординат отложены примерные значения eи,а по оси абсцисс указаны возможные процессы сварки встык листов или стержней из стали (пример холодной сварки рассчитан для алюминия).
Требования к источникам энергии для сварки. Данная выше классификация показывает, что каждая группа сварочных процессов может быть реализована с помощью определенного технологического инструмента, который можно условно считать составной частью источника энергии.
Для выполнения качественной сварки этот источник должен отвечать требованиям технологической и конструктивной целесообразности применения, экономичности преобразования энергии, ограничения вредных побочных эффектов при сварке и т. п.
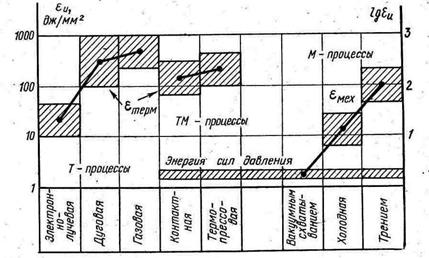
Рис. 1.11. Условная диаграмма удельных энергий, необходимых для сварки встык однородных соединений с применением разных процессов
Источники энергии термических процессов сварки плавлением (луч, дуга, пламя и др.) должны обеспечивать концентрацию тепловой энергии и температуру в зоне сварки или пятне нагрева заданных размеров, достаточные для плавления материала и провара его на требуемую глубину, но без интенсивного испарения.
Источники энергии термомеханических и механических процессов сварки с давлением (контактная, термопрессовая, холодная и другие виды сварки) должны обеспечивать концентрацию тепловой или механической энергии в зоне сварки, а также давление, достаточные для создания физического контакта, активации и химического взаимодействия атомов соединяемых поверхностей,
Должна также обеспечиваться физическая или физико-химическая защита зоны сварки от окружающего воздуха и другие технологические условия, специфические для каждого метода сварки.
Дата добавления: 2016-06-29; просмотров: 1661;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- Andante cantabile con espressione В. Моцарт. Соната для ф-п. № 8, ч. II
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- Audit Trail - Материалы для проведения аудиторской проверки
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- I.10. Тесты для контроля знаний
- I.2.1 ПОЛНАЯ И ВНУТРЕННЯЯ ЭНЕРГИЯ СИСТЕМЫ. ТЕПЛОТА И РАБОТА
- I.3.3 ВНУТРЕННЯЯ ЭНЕРГИЯ РЕАЛЬНОГО ГАЗА. ЭФФЕКТ ДЖОУЛЯ - ТОМСОНА

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
