Штамповка на молотах
Штамповку на молотах в основном применяют в серийном и крупносерийном производстве поковок массой 0,01 - 1000 кг разнообразных форм, преимущественно в многоручьевых открытых штампах. Заготовку получают за 3 – 5 ударов.
Достоинства штамповки на молотах:
1. Возможность регулирования силы и частоты ударов при деформировании заготовки в любом из ручьёв штампа;
2. Большие скорости деформирования, способствующие лучшему заполнению заготовкой формы окончательного ручья.
Недостатки:
1. Ударный характер нагрузок вызывает частую разладку штампов;
2. большие уклоны на поковках вследствие отсутствия выталкивателей в штампах, в результате – повышенные потери металла;
3. Возрастают припуски и трудоёмкость обработки резанием;
4. При ударах молоты вызывают вибрацию зданий и соседнего оборудования и шум, отрицательно влияющий на работающих в цехе;
5. Ударный характер работы молотов сужает возможности автоматизации технологических процессов штамповки.
Формирование поковок простых форм (шестерён, маховиков) происходит в одном (чистовом) или двух (черновом и чистовом) ручьях штампа.
Поковки сложной формы последовательно обрабатывают в заготовительных ручьях: протяжном, подкатном, пережимном, формовочном, гибочном, на отрубном ноже и в штамповочных ручьях: черновом и чистовом. Все ручьи выполняются в одном штамповочном блоке.
Чистовой ручей по форме точно соответствует поковке; размеры его превышают размеры поковки на величину усадки при остывании. Обработка в чистовом ручье выполняется за 2 – 4 удара молота.
Для уменьшения износа чистового ручья применяют черновой штамповочный ручей, отличающийся от чистового отсутствием канавки для облоя, большей глубиной и меньшей шириной, большими уклонами и радиусами закруглений. В черновом ручье производится в 1,5 – 2 раза больше ударов, чем в чистовом.
Заготовительные ручьи:
 Протяжной – для увеличения длины отдельных участков заготовки за счёт уменьшения площади их поперечного сечения.
Протяжной – для увеличения длины отдельных участков заготовки за счёт уменьшения площади их поперечного сечения.


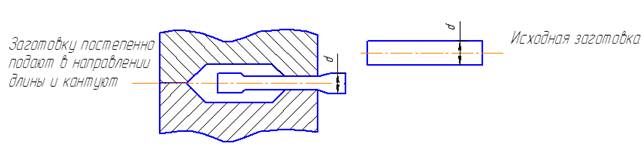
Подкатной – для увеличения поперечного сечения одних участков заготовки за счёт уменьшения других.


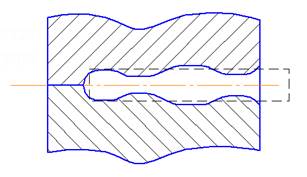
Операция выполняется за несколько ударов с кантовками.
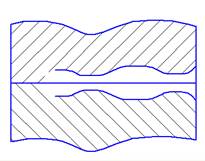
Пережимной – для уменьшения площади поперечного сечения исходной заготовки в одних листах за счёт некоторого набора металла в сечениях без увеличения длины заготовки.
Гибочный – используют для штамповки изогнутых поковок.
Для отрезания части поковки применяют отрубной нож, для осадки в торец - осадочную площадку.
Штамповочные ручьи располагают в центре штампа; сила удара в них обычно больше, чем в заготовительных.
Штампы изготавливают из стали с молибденом: 5ХНМ, 5ХГМ, 5ХНВ и т. д.
Штамповка на КГШП
Пресс оборудован верхним и нижним выталкивателем, что уменьшает штамповочные уклоны.
Обжатие заготовки в ручье происходит за один ход ползуна.
Деформация глубже проникает в толщину заготовки: можно штамповать сплавы, непластичные при больших скоростях деформирования.
Недостатки:
1. Не удаляется окалина от заготовки, а запрессовывается в поверхность поковки;
2. Поверхностные слои поковки длительное время контактируют со штамповки, они охлаждаются и становятся менее пластичными, что затрудняет заполнение штампа.
На КГШП возможна штамповка всех видов заготовок, штампуемых на молотах.
Ввиду худшего заполнения полостей при штамповки сложных поковок на прессах применяют большее число ручьёв, чем в молотовых штампах.
Штамповка на ГКМ

 Поковки, получаемые на ГКМ, обычно имеют форму тел вращения: стержни с утолщениями, с боковыми выступами, отверстиями.
Поковки, получаемые на ГКМ, обычно имеют форму тел вращения: стержни с утолщениями, с боковыми выступами, отверстиями.
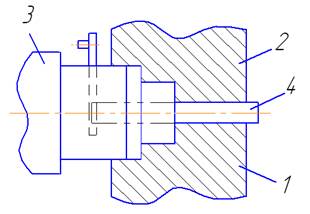
ГКМ имеют штампы, состоящие из 3-х частей:
неподвижной матрицы 1,
 подвижной матрицы 2,
подвижной матрицы 2,
пуансона 3,
размыкающихся в двух взаимно перпендикулярных плоскостях.
Пруток 4 с нагретым участком на его конце закладывают в неподвижную матрицу. Подвижная матрица прижимает пруток к неподвижной матрице, пуансон соприкасается с выступающей частью прутка и деформирует её. Металл при этом заполняет формующую полость в матрицах, расположенную впереди зажимной части. После окончания деформирования пуансон движется в обратном направлении, выходя из полости матриц, матрицы разжимаются и деформированную заготовку вынимают.
Штамповку на ГКМ можно выполнять за несколько переходов в отдельных ручьях, оси которых расположены одна над другой.
Штамповка на ГКМ применяется в условиях крупносерийного и массового производства.
Исходный материал для штамповки: прокат круглого сечения.
Преимущества:
1. Высокая производительность;
2. Возможность получения заготовок со сквозным отверстием;
3. Возможна штамповка без заусенца;
4. Т.к. штамп состоит из 3-х частей, напуски на поковках и штамповочные уклоны малы или отсутствуют.
Недостатки:
1. Резко ограничена номенклатура поковок, m=30 – 50 кг;
2. Стойкость штампов ниже, чем у молотов и прессов;
3. Стоимость КГМ выше, чем КГШП.
Дата добавления: 2016-06-29; просмотров: 6665;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
