Электрооборудование строгальных станков
В группу строгальных станков входят поперечно строгальные, продольно-строгальные и долбежные станки. Характерная особенность строгальных станков — возвратно-поступательное перемещение резца или детали с режимом строгания при прямом ходе и осуществление прерывистой поперечной подачи после каждого одинарного или двойного хода резца или детали.
На продольно-строгальных станках осуществляется строгание больших деталей. Такие станки выпускаются разных размеров с длиной стола 1,5 - 12 м.
Общий вид продольно-строгального станка приведен на рис.1.
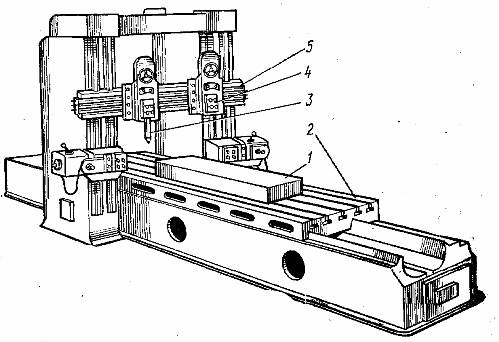
Рис. 1. Общий вид продольно-строгального станка
На этих станках обрабатываемое изделие 1 закрепляют на столе 2, совершающем возвратно-поступательное движение, а резец 3, закрепленный на вертикальном суппорте 4, установленном на траверсе 5, остается неподвижным. Процесс строгания производится при прямом рабочем ходе стола, а при обратном ходе резец поднимается. После каждого обратного хода стола резец перемещается в поперечном направлении, обеспечивая поперечную подачу.
Продольное перемещение стола при рабочем ходе является главным движением, а перемещение резца — движением подачи. Вспомогательными движениями являются быстрые перемещения траверсы и суппортов станка, подъем резца при обратном ходе стола и наладочные операции.
На продольно-строгальных станках имеются главный электропривод, привод поперечной подачи и вспомогательные приводы. Главный электропривод продольно-строгального станка обеспечивает возвратно-поступательные движения стола с деталью. Электропривод выполняют реверсивным. При движении стола вперед главный двигатель нагружен в соответствии с режимами резания, а при движении назад нагрузка двигателя затрачивается только на перемещение стола с деталью без процесса строгания. Электропривод осуществляет плавное регулирование скорости резания.
Главный электроприводпродольно-строгального станка обеспечивает технологический процесс работы станка согласно графику скорости стола. Работа главного электропривода продольно-строгального станка связана с частыми реверсами с большими моментами при пуске и торможении. В продольно-строгальных станках электропривод стола осуществляется двигателем постоянного тока с питанием от тиристорных преобразователей.
Подача суппорта продольно-строгального станка производится периодически за каждый двойной ход стола, обычно при реверсировании с обратного хода на прямой, и должна закончиться до начала резания. Для осуществления такой подачи применяют механические, электрические, гидравлические, пневматические и смешанные системы привода, из которых наибольшее распространение получили электромеханические, осуществляемые от асинхронного двигателя переменного тока с помощью винтового или реечного механизмов.
Вспомогательные электроприводы, обеспечивающие быстрое перемещение траверсы и суппортов, а также подъем резцов при обратном ходе стола, осуществляются соответственно от асинхронных двигателей и электромагнитов.
Схема автоматического управления продольно-строгальным станком обеспечивает управление всеми приводами для требуемых технологических режимов работы станка. Она предусматривает автоматический и наладочный режимы работы. В схеме имеются защиты электроприводов и механизмов станка, технологические блокировки и в том числе блокировки ограничения хода стола в прямом и обратном направлениях.
| <== предыдущая лекция | | | следующая лекция ==> |
| Запрещается ставить предлог «За», надпись от руки «Зам.» или косую черту перед наименованием должности. | | | Автоматизированные системы управления металлорежущими станками. |
Дата добавления: 2020-05-20; просмотров: 328;
Поиск по сайту
Узнать еще
- Анализ приводов и систем числового управления станков
- В помещении насосного блока находится электрооборудование, работающее под высоким напряжением, и подача жидкости пенообразователя может вызвать замыкание.
- ВНУТРЕННЕЕ ЭЛЕКТРООБОРУДОВАНИЕ
- Глава 7. ЭЛЕКТРОСНАБЖЕНИЕ И ЭЛЕКТРООБОРУДОВАНИЕ
- Группа расточных станков
- Группа сверлильных станков
- Группа токарных станков
- Группа фрезерных станков

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
