Обработка плоских поверхностей
Плоскости на заготовках обрабатывают фрезерованием, строганием, протягиванием и шлифованием.
Фрезерование относится к наиболее применяемым высокопроизводительным методам обработки плоскостей, при которых в качестве инструмента используются фрезы. Фреза — многолезвийный режущий инструмент. По сравнению с другими инструментами фрезы требуют относительно меньшей мощности для снятия стружки (резания).
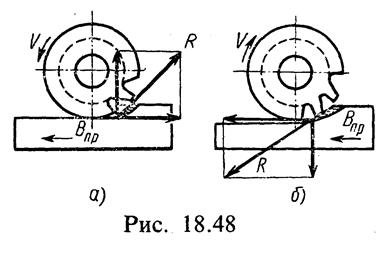
Главное рабочее движение при фрезеровании — вращение фрезы, характеризуемое скоростью резания v. Движение подачи сообщается, как правило, заготовке. Оно бывает прямолинейным, круговым и винтовым (при надрезании спиральных канавок и резьбы). Существует два способа фрезерования: встречное (рис. 18.48,а) и попутное (рис. 18.48,6). Встречное фрезерование применяют при черновых операциях, а попутное — при чистовых, когда не надо срезать толстый слой металла, но требуется более высокое качество поверхности (меньшая шероховатость).
Большое значение для обработки плоскостей имеет правильный выбор фрезы. Фрезы с мелкими зубьями применяют при чистовой обработке и малой глубине резания (менее 3 мм), а с крупными — при черновой обработке и большой глубине резания.
Плоскости заготовок фрезеруют на горизонтально-фрезерных станках цилиндрическими фрезами или торцовыми фрезами на вертикалъно-фрезерных станках.
Торцовые фрезы обеспечивают более высокую производительность обработки, чем цилиндрические.
Оснащение фрез пластинами твердого сплава позволяет осуществлять скоростное фрезерование как на черновых, так и на чистовых операциях. Это резко повышает производительность обработки, точность и качество поверхностей. На указанных станках можно обрабатывать горизонтальные, вертикальные и наклонные плоскости, скосы, уступы, прямоугольные пазы и другие элементы заготовок.
Комбинированные поверхности можно обрабатывать набором фрез, устанавливаемых одновременно на оправке горизонтально-фрезерного станка.
Для обработки заготовок большой массы и размеров (корпусов, рам, станин и др.) применяют одностоечные и двухстоечные продольно-фрезерные станки, снабженные несколькими шпинделями. Благодаря этому заготовку можно обрабатывать одновременно несколькими торцовыми и концевыми фрезами.
Разновидностью горизонтально-фрезерного станка является универсально-фрезерный станок, стол которого можно поворачивать в горизонтальной плоскости на требуемый угол. Такие станки снабжаются универсальными делительными головками, позволяющими фрезеровать винтовые (спиральные) канавки.
Точность и шероховатость, достигаемые при фрезеровании плоскостей, зависят от многих факторов: вида фрезерования (черновое, получистовое, чистовое), материала заготовки, режимов резания и т. д.
Основное технологическое время при фрезеровании рассчитывается по формуле
где L— общая расчетная длина обработки, состоящая из длины обрабатываемой плоскости (по чертежу), врезания и перебега, мм; SM — минутная подача, мм/мин, SM = Szzn, Sz — подача, мм/зуб; п — частота вращения фрезы, об/мин; i — число проходов, i = h/t; h- припуск на фрезерование ; t — глубина резания.
Строгание плоскостей небольшой длины (не более 1 м) выполняется на поперечно-строгальных станках. Главное рабочее движение (прямолинейное) здесь осуществляет резец, а вспомогательное - стол станка с закрепленной на нем заготовкой. Строгальный резец устанавливается в откидном резцедержателе, что позволяет ему свободно скользить по обрабатываемой поверхности при обратном (холостом) ходе.
Крупные заготовки большой массы обрабатывают на продольно-строгальных станках, длина хода стола которых находится в пределах 1,5—16 м. Такие станки бывают одностоечные и двухстоечные. Главное рабочее движение (возвратно-поступательное) здесь выполняет стол с заготовкой, перемещающийся от реечной передачи или от гидроцилиндра. Двухстоечные станки имеют несколько суппортов, что позволяет обрабатывать одновременно несколько плоскостей.
Наличие у строгальных станков холостого хода резко снижает их производительность. Кроме того, в начале хода резец врезается в материал с ударом, что вынуждает снижать режимы резания и применять массивные резцы с изогнутым стержнем, которые могут при ударе упруго деформироваться. При строгании обеспечивается точность по 8 —11-му квалитетам.
Долбление является разновидностью строгания. Здесь резец вместе с подвижной частью станка — ползуном совершает главное рабочее движение (возвратно-поступательное) в вертикальной плоскости. Заготовка закрепляется на столе, который обеспечивает поперечную и продольную подачи.
На долбежных станках обрабатывают многогранные и фасонные поверхности, имеющие длину не более 200 мм (шпоночные канавки и другие элементы заготовок).
К чистовым методам обработки плоскостей относятся: шлифование, притирка, полирование.
Для окончательной обработки плоскостей заготовок из цветных сплавов часто применяют тонкое фрезерование, которое характеризуется малыми глубинами резания, небольшими подачами и высокими скоростями резания (например, при обработке латуни до 1000 м/мин).
При тонком фрезеровании применяют однозубые или «летучие» фрезы, которые обеспечивают точность до 6-го квалитета. «Летучие» фрезы имеют, как правило, три зуба, устанавливаемые на разные глубины резания и на разных концентричных окружностях торца фрезы.
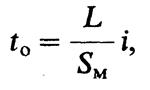
Шлифование выполняется на плоскошлифовальных станках с прямоугольным или круглым столом. Обработка ведется периферией шлифовального круга или его торцом.
Закрепление на столе заготовок из ферромагнитных материалов осуществляется с помощью электромагнита, встроенного в столе.
Заготовки из немагнитных материалов закрепляют в специальных приспособлениях.
На рис. 18.49, а — г показаны схемы обработки заготовок на плоскошлифовальных станках.
Шлифованием получают точность до 5 - 6-го квалитетов.
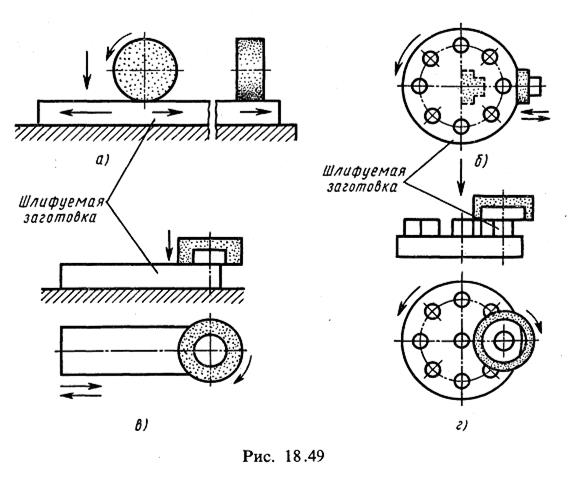
Притирку плоскостей выполняют вручную или на Доводочных станках по схеме, показанной на рис. 18.50. Доводочные станки имеют два притирочных чугунных диска 7, между которыми закладываются заготовки 2 в окнах сепаратора 5, который по отношению к притирочным дискам монтируется с эксцентриситетом e.
Притирочные диски вращаются в разных направлениях с разными частотами вращения. Параллельные торцовые плоскости заготовок обрабатываются одновременно.
Дата добавления: 2016-06-22; просмотров: 6381;
Поиск по сайту
Узнать еще
- I. Обработка поверхности изделий.
- I. Обработка результатов журнала технического нивелирования.
- III. Последующая обработка.
- Абразивная обработка
- Автоматизация обработки табличных данных (обработка списков)
- Автоматизированная тематическая обработка радиолокационных снимков.
- АКСОHОМЕТРИЧЕСКИЕ ПРОЕКЦИИ ПЛОСКИХ ФИГУР
- Аксономертрические проекции плоских фигур

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
