ЭКОНОМИЧЕСКАЯ ОЦЕНКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Экономическую оценку технологического процесса механообработки можно провести по следующей приближенной методике.
Себестоимость изготовления одной детали или штучная себестоимость находится по формуле
Сх=а + b/N,
где а — сумма всех текущих расходов, приходящихся на одну деталь; Ь — единовременные расходы на изготовление заданного количества деталей; N — количество изготовленных деталей (в год).
Себестоимость заданной партии деталей (годовой программы)
S = aN + b.
Текущие расходы определяются тремя составляющими
а = т + 3 + p,
где т — расходы на материал и технологическое топливо, т = qmCm — q0C0; qm, q0 — массы расходуемого материала и утилизируемых отходов соответственно, кг; Ст С0 — цена 1 кг материала и отходов соответственно, руб.; 3 — расходы на зарплату основным рабочим и начислений на нее (по социальному страхованию и на оплату отпусков): без учета начислений
где tшт — норма штучного времени; τ — тарифная ставка по данной квалификации (разряду) и профессии; п - число операций; р — рабочие (накладные) расходы текущего характера, к которым относятся амортизационные отчисления по оборудованию, расходы на освещение, отопление, режущий и измерительный инструмент общего назначения, расходы на содержание административно-управленческого аппарата и подсобных рабочих и т. д. Они начисляются в % к основной зарплате или рассчитываются отдельно по каждой статье расходов.
Единовременные расходы b определяют из уравнения
b= Сн + ik
где Сн — заработная плата наладчиков оборудования; i — стоимость специальной оснастки (штампов, пресс-форм, специальных приспособлений и инструментов), потребной для выполнения заданного количества деталей; k — коэффициент, учитывающий срок службы оснастки и расходы на ее эксплуатацию.
Зарплата наладчиков (без учета начислений)
где Тп.з — норма подготовительно-заключительного времени; τн — часовая зарплата наладчика; r — число переналадок станка в рассматриваемый период времени (например, в год).
Экономическую оценку двух вариантов технологического процесса механообработки для принятия того или другого в производство можно осуществить, построив график (рис. 17.4) по двум уравнениям:
S1=a1N + b1, S2 = a2N + b2.
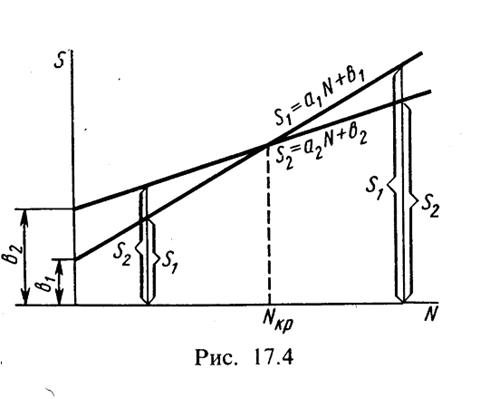
При годовом выпуске N < Nкp (Nкp — критическая партия обрабатываемых деталей) экономически целесообразным будет 1-й вариант, так как S1 < S 2. При годовой программе выпуска N> Nкp целесообразно принять 2-й вариант технологического процесса, так как S1 < S 2.
Размер критической партии Nкp находится по формуле
При N = Nкp оба варианта технологического процесса экономически равноценны.
Глава 18
МЕЖОТРАСЛЕВЫЕ
Дата добавления: 2016-06-22; просмотров: 3311;
Поиск по сайту
Узнать еще
- I-s диаграмма рабочего процесса ГТД
- I. Диалектический характер процесса познания
- I.2.3 ПЕРВЫЙ ЗАКОН (НАЧАЛО) ТЕРМОДИНАМИКИ. ПРИМЕНЕНИЕ ПЕРВОГО ЗАКОНА ТЕРМОДИНАМИКИ К ИЗОПРОЦЕССАМ
- II. СРАВНИТЕЛЬНАЯ ОЦЕНКА КАЧЕСТВА ИЗГОТОВЛЕНИЯ ПАЯННЫХ И ЦЕЛЬНОЛИТЫХ ЗУБНЫХ ПРОТЕЗОВ
- N Новизна и оригинальность процесса или результата
- Process Control Block и контекст процесса
- VI шкала «Общая оценка адаптированности ребенка»
- ІІ.5.2. Основы процесса фракталь-ного расширения квадрата

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
