Организация рабочего места
Рабочее место - это часть производственной площади цеха или участка со всем необходимым оборудованием, инструментами, приспособлениями, которые применяются отдельным рабочим или бригадой для выполнения производственного задания. На каждое рабочее место отводится площадь 6 - 10 м2.
Под организацией рабочего места слесаря понимается правильная расстановка оборудования, наивыгоднейшее расположение инструмента и деталей на рабочем месте, планомерное снабжение деталями и запасными частями.
В настоящее время разработаны типовые проекты рабочего места слесаря, основанные на принципах научной организации труда.
Основным оборудованием и постоянным рабочим местом слесаря является верстак с установленными на них тисками. Верстак делается прочным и устойчивым, хорошо освещается, покрыт металлическим листом. Высота верстака считается правильной, если у стоящего прямо слесаря рука, согнутая в локте по углом 90 о, находится на уровне губок тисков. В ящиках верстака хранят все необходимые инструменты, которые сгруппированы по назначению (т.е. напильники должны храниться в одном месте, измерительный инструмент в другом и т. д.).
У каждого рабочего места предусматривается площадка, на которой размещаются стеллажи, подставки и пирамиды для хранения деталей, запасных частей с хорошим к ним доступом.
Необходимый инструмент, приспособления следует располагать так, чтобы можно было быстро и удобно брать нужные.
1. На рабочем месте должно находиться только то, что требуется для работы;
2. Инструменты, детали располагаются на расстоянии вытянутой руки слева и справа или спереди, в зависимости от того, какой рукой берется инструмент;
3. Инструмент и детали раскладываются в строгой последовательности их применения;
4. Напильники, сверла, метчики и другие режущие инструменты укладываются на деревянные подставки, чтобы предохранить от повреждений.
1.1. Слесарная разметка.
Разметкойназывают процесс перенесения формы и размеров детали или ее части с чертежа на заготовку, чтобы обозначить на заготовке места и границы обработки. Границами обработки отделяют тот материал, который должен быть удален, от того материала, который остается и образует деталь.
Разметку выполняют с использованием различных инструментов, которые подразделяются на следующие виды: (рис.1.2)
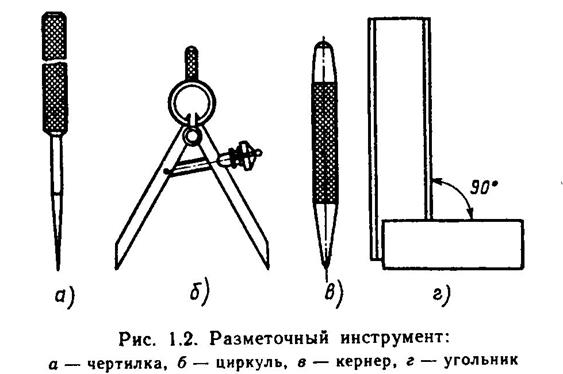
1) для проведения рисок и нанесения углублений (чертилки, циркули, кернеры);
2) для измерения и контроля линейных и угловых величин (металлические линейки, штангенциркули, угольники, микрометры, угломеры и др.);
3) комбинированные, позволяющие производить измерения и проводить риски (разметочные штангенциркули, штангенрейсмусы и др.).
Чертилки служат для нанесения рисок на поверхности заготовок.
Разметочные циркули по устройству и назначению соответствуют чертежным и служат для проведения окружностей, перенесения линейных размеров.
Стальные ножки чертилок и циркулей изготавливают из сталей У7 и У8, рабочие концы чертилок и циркулей остро затачивают.
Кернер служит для нанесения углублений на разметочных рисках, чтобы в процессе обработки разметочные риски, даже стираясь, были заметны. Кернер - стальной круглый стержень, изготавливается из легированной (7ХФ, 8ХФ) или углеродистой стали (У7А, У8А) стали. Его рабочая часть закалена и заточена под углом 60о.
Угольники используют для нанесения линий, углов и их проверки.
Разметочный штангенциркуль служит для измерения размеров наружных и внутренних поверхностей и для проведения разметочных рисок. От обычного штангенциркуля он отличается наличием на его губках твердосплавных остро заточенных наконечников.
1.2. Рубка
Рубка -метод слесарной обработки заготовок с помощью зубила или крейцмейселя. Рубкой удаляют излишки металла, обрубают заусенцы на деталях, вырубают раковины, неметаллические включения, смазочные и шпоночные пазы, зачищают сварные швы.
Рубку производят в тех случаях, когда не требуется особой точности обработки и нужно убрать небольшой слой металла с детали. Эта работа трудоемка и малопроизводительна, требующая больших затрат физической силы, выполняется с использованием зубила, крейцмейселя и молотка, применяемая лишь в случаях, когда невозможно использовать машинную обработку.
В процессе рубки режущий инструмент держат левой рукой за среднюю часть, а молоток - в правой и наносят удары молотком с такой силой, чтобы лезвие зубила врезалось в металл.
Для повышения производительности (в 6-8 раз) процесса рубки используются пневматические и электрические рубильные молотки. За счет давления воздуха Р = 5-6 атм. и эл.магнитного поля обеспечивается возвратно-поступательное движение ударника.
Зубила слесарные(ГОСТ 7211-94) используются для рубки металлов и выпускаются длиной и шириной соответственно 100 (5), 125(10), 150(15), 175(20) и 200(25) мм. Угол острия выбирается: для твердого металла 70о, для среднего - 60о и для мягкого - 45о. (рис.1.4)
Крейцмейсель -используется для вырубки узких канавок и шпоночных пазов и отличается от зубила более узкой режущей частью. Углы заточки и закалка аналогичны зубилу.
Зубила и крейцмесели изготавливают из легированной (7ХФ и 8ХФ) или углеродистой (У7А и У8А) стали.
Слесарные молотки (ГОСТ 2310-94) выпускаются с круглыми и с квадратными бойками. Они изготавливаются из сталей У7 и У8 , стали 50 и имеют номера от 1 до 8 с весом от 50 гр. до 1 кг. Длина ручки молотков равна 250 - 450 мм, они изготавливаются из граба, клена, ясеня, березы, дуба и др. прочных материалов.
1.3. Резка металла
Резкойназывают процесс разделения заготовки на части заданных размеров и формы, основанная на различных способах разрушения материала заготовки в месте среза. Резку применяют в тех случаях, когда необходимо отделить от куска металла какую-то его часть, а также при вырезке в металле углов, пазов и т.д.
Различают следующие методы резки.
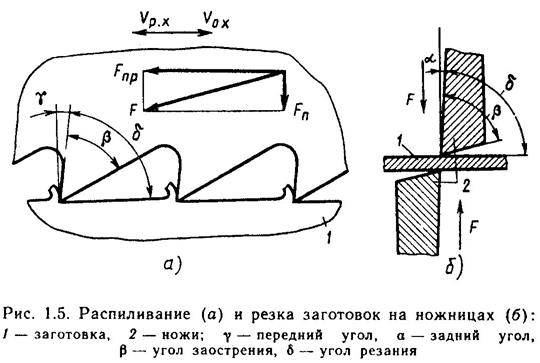
1. Распиливание ножовками, ленточными или дисковыми пилами. Используется для резки сортового проката.
2. Резка ножницами. Применяется для резки листового проката.
3. Резка на металлорежущих станках (токарных, фрезерных и др.).
4. Ацетиленокислородная резка, используемая для резки заготовок значительной толщины из углеродистой стали. Она не обеспечивает высокой точности, но широко распространена благодаря своей простоте, высокой производительности и универсальности.
5. Анодно-механическая, лазерная резка, используемая для резки высокопрочных материалов, когда другие методы не обеспечивают необходимой производительности и качества.
Резка металла может производиться кусачками (резка проволоки), ножницами (листы), ножовками (профильный металл), труборезами (трубы).
Ножовочные станки (ручная ножовка)используются для резки труб небольшого диаметра, различных профилей и бывают цельные и раздвижные. Ножовочные полотна изготавливаются из сталей марок У10, У10А, У12 и У12А, легированных (Х6ВФ, В2Ф) сталей с мелкими зубьями в виде клиньев на одной или двух сторонах. Размеры полотен для ручных ножовок: расстояние между центрами - 300 мм, ширина -15; толщина - 0,8 мм.
Число зубьев на каждые 25 мм рабочей длины полотна бывает 16,19,22. Полотна с крупными зубьями применяют для резки мягких металлов, со средними - для отожженной стали, с мелкими - для стали и чугуна.
В процессе резки нажимать на ножовку следует только при движении вперед (рабочий ход), при движении назад резание металла не происходит.
На крупных заводах применяют специальные механические ножницы, механизированные ножовки, механические дисковые пилы, газовые резаки, абразивные круги (болгарки) и т. д., позволяющие повысить производительность операций резки в 8 - 10 раз и значительно облегчающие труд.
Труборез применяют для разрезания труб различных диаметров, что значительно облегчает и ускоряет процесс резки труб.
Правка и гибка
Правкойназывают метод обработки заготовок слесарными молотками или с помощью специальных устройств в целях устранения отклонения от формы (коробления, вмятины, изгибы, скручивание), которые возникают при рубке и резке материала, при термической обработке, сварке или в результате неправильного хранения и транспортирования.
Правка производится на правильных плитах ударами молотка.
При правке листа с местными выпуклостями, удары следует наносить от периферии к центру выпуклости; при правке листа, имеющего волнистость по краям, удары молотком наносят по середине.
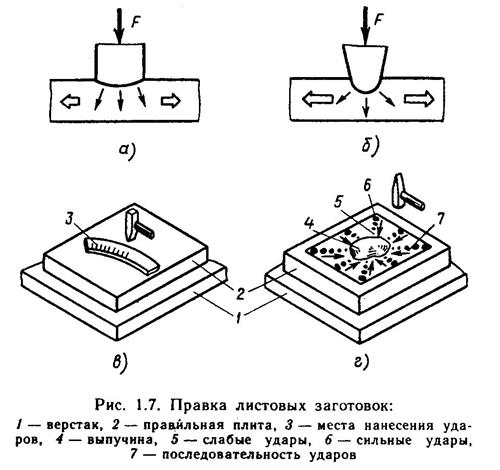
Механизированная правка металла достигается с использованием различных приспособлений, правильных валков, многовалковых листоправильных и углоправильных станков. Листы пропускают между валками несколько раз, пока на них не исчезнут выпучины или впадины.
Гибкой -называют метод слесарной обработки, при котором геометрическая форма заготовки изменяется в результате пластического деформирования в холодном или горячем состоянии. Гибкой получают детали сложной пространственной формы (хомуты, скобы, элементы трубопроводов и т. д.). Гибкуприменяют для придания необходимой формы листовому, а также материалу круглого, квадратного и прямоугольного сечения. Гибку производят вручную ударами молотка в тисках, в струбцинах, с помощью специальных приспособлений (универсальных гибочных станках). Гибку труб производят обычно с наполнителями, чтобы избежать образования складок и сплющивания стенок (используется песок, свинец, канифоль).
Для гибки труб применяют ручные трубогибы (до d=20мм) и механические (до d = 100 мм) с толщиной стенок до 4 мм.
Опиливание
Опиливанием -называют метод обработки заготовок напильником для получения необходимой формы, размера, шероховатости поверхности.
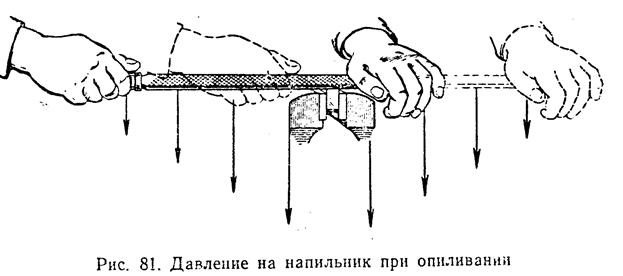
Опиливаниеметалла производится напильником, в тисках и основано на разрушении поверхностного слоя материала заготовки режущими элементами инструмента (напильника).
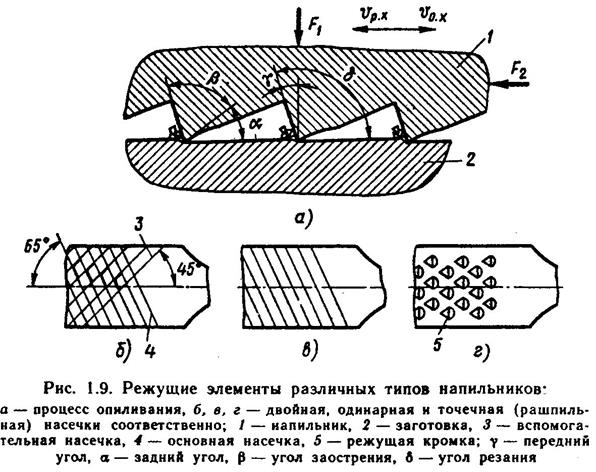
Напильники(ГОСТ 1465-93) представляют собой многолезвийный режущий инструмент, у которого зубья расположены на поверхности стальных закаленных брусков, имеющих различный профиль поперечного сечения и длину. Напильники подразделяются по форме поперечного сечения на плоские, квадратные, трехгранные, ножовочные, ромбические, полукруглые и круглые, а по числу насечек на единицу длины - на драчевые, имеющие от 4 до 12 насечек, личные - 13 - 24 насечки и бархатные, имеющие 30-80 насечек на 10 мм длины.
Длина напильников от 100 до 450 мм ( через 50 мм).
Драчевые напильники применятся для снятия с детали слоя металла до 0,7- 1 мм, личные - используют после драчевых.
Механизация операции опиливания достигается применением опиловочных станков, шлифмашинок, специальных приспособлений.
Напильники изготавливаются из сталей марок У12, У12А, У13, У13А, 14ХФ и 13Х, а также из быстрорежущей стали.
Дата добавления: 2016-06-22; просмотров: 7521;
Поиск по сайту
Узнать еще
- A Схема затяжки болтов ГБЦ; болты 5 и 7 длиннее остальных и устанавливаются в свои места
- I-s диаграмма рабочего процесса ГТД
- I. ГИГИЕНИЧЕСКИЕ ТРЕБОВАНИЯ К МЕСТАМ ЗАНЯТИЙ
- II. Организация дезинфекционных и стерилизационных мероприятий в организациях, осуществляющих медицинскую деятельность
- II. Функционально-структурная организация и программное обеспечение персонального компьютера
- XXII. ОРГАНИЗАЦИЯ РАБОТ ПО ОБЕСПЫЛИВАНИЮ РУДНИЧНОГО ВОЗДУХА
- А) Зависимость удельной тяги и удельного расхода топлива ТРДФ от параметров рабочего процесса
- А. Определение места судна по пеленгам круговых радиомаяков

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
