Ориентирующие элементы
Ориентирующие элементы служат для ориентации приспособления на станке. Для установки приспособления на станок без выверки форма и размеры основной базы корпуса (ориентирующего элемента приспособления) должны соответствовать посадочным местам станков.
На зубообрабатывающих станках, работающих по методу обкатки, на точность зубообработки непосредственно влияет точность центрирования самих приспособлений (оправок), ось которых должна совпадать с осью вращения стола.
Способ центрирования и закрепления приспособления (оправок) зависит от формы посадочных мест станков. На зубофрезерных и зубодолбежных станках приспособления имеют вертикальную ось и центрируются по одному из четырех методов: 1) цилиндрическим хвостовиком корпуса (он является ориентирующим элементом) по цилиндрическому отверстию в столе станка; 2) конусным хвостовиком (он является ориентирующим элементом) по конусному гнезду в столе; 3) в центрах (ориентирующий элемент – центровые отверстия оправки); 4) с выверкой по индикатору. Столы зубообрабатывающих станков выполняются двух типов (рис.14). Стол 1 I-го типа с Т-образными радиальными пазами применяются как в зубофрезерных, так и зубодолбежных станках. Втулка 2 – центрирующая, имеет
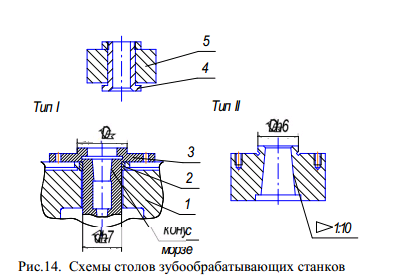
диаметр отверстия d с отклонениями по посадке Н7. На столе может устанавливаться переходный стакан 3, имеющий отверстие с конусом Морзе и резьбу диаметром D. Корпус оправки центрируется хвостовиком в отверстии Ød втулки 2 стола 1 или коническим хвостовиком в коническом отверстии стакана 3, выверяется по индикатору и закрепляется болтами, заводимыми в Т-образные пазы. Верхний конец оправки дополнительно поддерживается подшипником 4 или центром, вставляемым в отверстие кронштейна 5. Стол I-ого типа применяется только на зубодолбежных станках. Он имеет наружный центрирующий поясок с диаметром Dh6 и несколько крепежных резьбовых отверстий, а внутри коническое отверстие с конусностью 1:10. Коническое отверстие большим диаметром обращено книзу. Корпус приспособления центрируется пояском ØDh6 стола и закрепляется на фланце через резьбовые отверстия. В конусное гнездо устанавливается оправка с зажимным механизмом.
Дата добавления: 2016-05-30; просмотров: 1754;
Поиск по сайту
Узнать еще
- D-элементы, их применение в медицине и фармации.
- III. 7 ЭЛЕМЕНТЫ СПЕЦИАЛЬНОЙ ТЕОРИИ ОТНОСИТЕЛЬНОСТИ
- Автомобильные дороги: определение группы сооружений, основные конструктивные элементы
- Аккамуляторы и топливные элементы
- Актеры и элементы Use Case
- Активные элементы из неодимового стекла
- Активные элементы схемы замещения
- Активные элементы схемы замещения

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
