Формование заготовок из порошковых материалов
 Под формованием следует понимать процесс получения заготовок требуемых форм и размеров, а также достаточной прочности для последующего изготовления из них изделий. Формование предполагает уплотнение порошка. Процесс уплотнения порошкового материала в отличие от деформирования компактного металла сопровождается значительным изменением объема прессуемого тела.
Под формованием следует понимать процесс получения заготовок требуемых форм и размеров, а также достаточной прочности для последующего изготовления из них изделий. Формование предполагает уплотнение порошка. Процесс уплотнения порошкового материала в отличие от деформирования компактного металла сопровождается значительным изменением объема прессуемого тела.
На начальной стадии уплотнение происходит за счет относительного перемещения частиц порошка и их более плотной упаковки, на последующих этапах — в результате упругой и пластической деформации частиц или их хрупкого разрушения (в зависимости от свойств деформируемых порошков). Прочность заготовки с повышением давления прессования увеличивается и обеспечивается за счет механического сцепления частиц и сил межатомных и межмолекулярных связей.
Обычно перед формованием производят подготовку порошков, заключающуюся в их отжиге, классификации и приготовлении смесей (шихты).
Отжиг применяют с целью повышения пластичности и прессуемости порошков за счет восстановления остаточных оксидов и снятия наклепа.
Классификация — разделение порошков на фракции по размерам частиц. Разделение осуществляют с помощью сит либо воздушных сепараторов.
Приготовление шихты производят в мельницах, смесителях и др. Для этого дозированные порции компонентов определенного гранулометрического и химического состава смешивают в указанных устройствах, добавляя в случае необходимости различные технологические присадки: пластификаторы (стеарат цинка, парафин, олеиновую кислоту и др.), облегчающие процесс прессования; легкоплавкие присадки, улучшающие спекание; летучие вещества для получения изделий с заданной пористостью. При смешивании порошков материалов, резко различающихся по своим свойствам (например, железа и графита), в целях получения наиболее однородной смеси применяют добавки спирта, бензина, глицерина и др.
Прессование в стальной пресс-форме (рис. 3) является наиболее распространенным способом получения заготовок. Пуансон 1 передает давление на порошок 2, помещенный в пресс-форму 3, и порошок уплотняется.
Одним из основных недостатков формования в пресс-формах является возникновение сил трения порошка о стенку матрицы (пресс-формы). Это вызывает неравномерное распределение плотности (прочности) по высоте заготовки, особенно если высота значительно превышает ее диаметр.
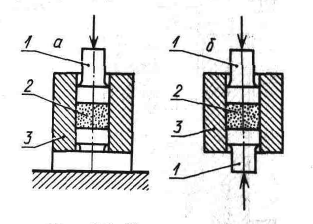
На практике снижение трения порошка о стенку матрицы, а следовательно, улучшение условий процесса прессования достигается применением смазки и другими технологическими приемами. Одним из них, например, является замена одностороннего приложения давления (рис. 9.3, а) на двустороннее (рис. 9.3,6). В последнем случае два пуансона движутся навстречу друг другу. Это приводит к более равномерному распределению плотности по высоте заготовки и снижению давления прессования на 30...40 %. Поэтому изделие с более сложной конфигурацией изготавливают двусторонним прессованием. Уплотнение производят на гидравлических или механических прессах, давление прессования составляет 200... 1000 МПа в зависимости от свойств порошка и назначения изделия. Детали пресс-форм выполняют из высокоуглеродистых легированных сталей (инструментальных сталей), твердых сплавов. Стойкость стальных пресс-форм составляет 1...50, пресс-форм из твердых сплавов — до 500 тыс. прессовок.
Мундштучное прессование применяют для получения заготовок изделий большой длины и равномерной плотности (прутки, трубы, уголки и т. п.) из труднопрессуемых порошков вольфрама, тория, бериллия и др. Процесс получения заготовок заключается в выдавливании порошка, заключенного в полость контейнера 2 (рис. 4), пуансоном 1 через отверстие мундштука матрицы 3. Для обеспечения лучшего связывания частиц порошка и более легкого истечения смеси, через отверстие мундштука в шихту добавляют пластификатор (крахмал, парафин и т. д.). Массовая доля пластификатора в шихте обычно составляет 10... 12 %.
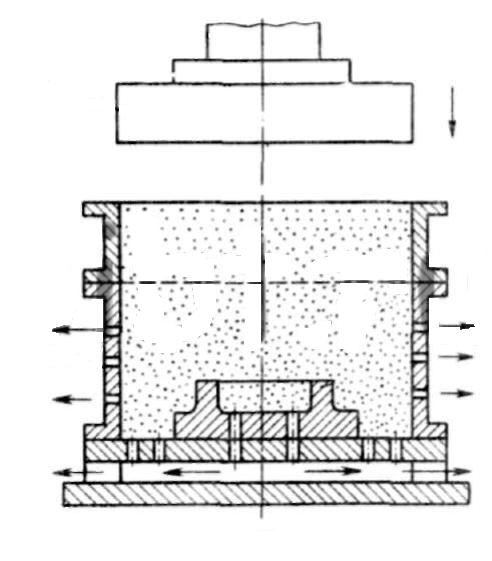
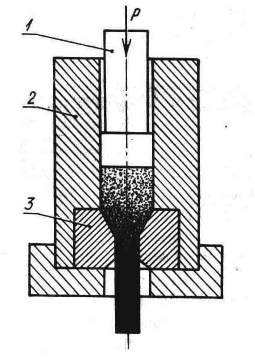 Профиль получаемой заготовки определяется формой отверстия мундштука, полые профили получают с применением специального рассекателя (иглы). Изостатическое прессование заключается в том, что порошок, помещенный в эластичную оболочку, подвергается в камере высокого давления всестороннему сжатию. Если давление создается жидкостью (вода, масло), прессование называют гидростатическим, а если газом,— газостатическим. Порошковое тело после формования имеет практически равномерную плотность по всему объему. В связи с этим изостатическое прессование применяют для получения заготовок сложных конфигураций и больших размеров. Недостатком способа является необходимость проведения дополнительной механической обработки заготовок для достижения их точных, заданных размеров. Прокатка порошков является экономичным и прогрессивным способом непрерывного формообразования заготовок. Ее можно производить в любом направлении.
Профиль получаемой заготовки определяется формой отверстия мундштука, полые профили получают с применением специального рассекателя (иглы). Изостатическое прессование заключается в том, что порошок, помещенный в эластичную оболочку, подвергается в камере высокого давления всестороннему сжатию. Если давление создается жидкостью (вода, масло), прессование называют гидростатическим, а если газом,— газостатическим. Порошковое тело после формования имеет практически равномерную плотность по всему объему. В связи с этим изостатическое прессование применяют для получения заготовок сложных конфигураций и больших размеров. Недостатком способа является необходимость проведения дополнительной механической обработки заготовок для достижения их точных, заданных размеров. Прокатка порошков является экономичным и прогрессивным способом непрерывного формообразования заготовок. Ее можно производить в любом направлении.
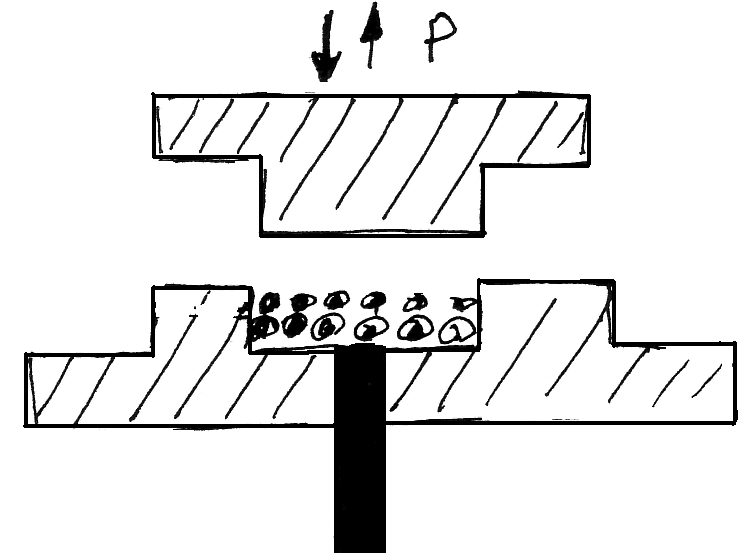
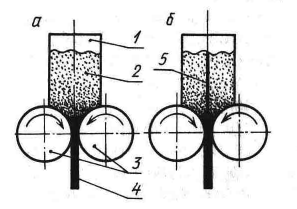
При прокатке в вертикальном направлении (рис. а) порошок 2 непрерывно поступает из бункера / в зазор между валками 3. При вращении валков порошок обжимается и вытягивается в ленту или полосу 4 определенной толщины. Применение бункера с одной (рис. б) или несколькими перегородками 5 позволяет получать двух- или многослойные заготовки из различных материалов.
В настоящее время прокаткой металлических порошков получают ленты и полосы толщиной 0,025...3 мм и шириной до 300 мм, прутки различного профиля и т. д.
Технологический процесс прокатки может быть совмещен со спеканием и окончательной отделкой получаемых изделий. Непрерывность процесса обеспечивает высокую производительность и возможность его автоматизации.
Шликерное литье применяют для получения изделий сложной формы (с внутренними полостями) из хрупких и твердых порошков карбидов, нитридов, силицидов и др. При этом 40...70 %-ю водную суспензию порошка (шликер) заливают в пористую гипсовую или керамическую форму. Жидкость впитывается стенками формы, внутри формы образуется заготовка, связь частиц порошка в которой обеспечивается их Механическим сцеплением. Подсушенную заготовку извлекают, разрушая стенки формы, окончательно сушат и затем спекают.
Горячее прессование характеризуется совмещением процессов прессования и спекания заготовок. При температурах, близких к температуре спекания, повышается пластичность частиц порошка, более интенсивно протекают процессы уплотнения порошков по сравнению с обычным прессованием. Горячим прессованием (а им может быть любой из известных способов формования) получают изделия из трудно деформируемых порошковых материалов.
Динамическое прессование —это формование заготовок с использованием импульсных нагрузок, отличающееся высокой скоростью их приложения. В качестве источника энергии используют: взрыв заряда взрывчатых веществ, импульсное магнитное поле, сжатый газ и т. д. Высокоскоростное прессование в настоящее время используется при изготовлении высокоплотных крупногабаритных заготовок из трудно деформируемых металлических порошков и порошков керамических материалов.
Дата добавления: 2016-05-30; просмотров: 3154;
Поиск по сайту
Узнать еще
- Аккумулирование волокнистых материалов
- Активный контроль заготовок до обработки. Блокирующие устройства
- АЭРОКОСМОФОТОСЪЕМКА И ДЕШИФРИРОВАНИЕ АЭРОКОСМОФОТОМАТЕРИАЛОВ
- Базирование заготовок
- Базирования заготовок
- Важнейшие приемы дизайна печатных материалов
- Взаимосвязь строительных материалов, конструкции и архитектурной формы
- Виды волокнистых материалов (полуфабрикатов)

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
