ОПРЕДЕЛЕНИЯ ПРИПУСКОВ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Припуском называют слой материала, удаляемый в процессе механической обработки заготовки для достижения требуемой точности и качества обрабатываемой поверхности.
Различают припуски промежуточные (Zi) и общие (Z0).
Промежуточный припуск (припуск изданную операцию или переход) — слой металла, который должен быть удален во время данной операции или перехода. Промежуточный припуск определяют как разность размеров заготовки, полученных на смежном предшествующем переходе. При обозначении припусков используются следующие индексы: (i - 1) — индекс для предшествующего перехода; i — индекс для выполняемого перехода.
При этом промежуточные припуски для наружных и внутренних поверхностей (рис. 4. 1) рассчитываются по следующим формулам:
Припуски измеряются по нормали к обработанной поверхности. Они могут быть несимметричные (на одну сторону) при изготовлении призматических деталей и симметричные (на обе стороны) чаще всего на диаметр при обработке тел вращения.
Общий припуск равен сумме промежуточных припусков по всему технологическому маршруту механической обработки данной поверхности
Общий припуск определяют как разность размеров заготовки и готовой детали.
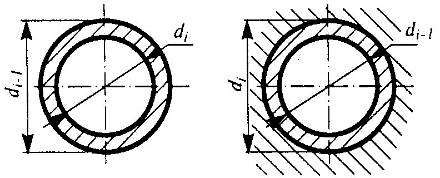
Рис. 4.1. Схемы расположения припусков для наружной (а) и внутренней (б) поверхностей
Выбор общих и операционных припусков и допусков имеет большое технико-экономическое значение.
Чрезмерно большие припуски снижают экономическую эффективность процесса за счет потерь металла переводимого в стружку. Удаление лишних слоев металла требует введения дополнительных технологических переходов, увеличивает трудоемкость процессов обработки, расход энергии и режущего инструмента, повышает себестоимость обработки. При увеличенных припусках в некоторых случаях удаляют наиболее износостойкий поверхностный слой обрабатываемой детали (наклеп).
Чрезмерно малые припуски также нежелательны. Они не обеспечивают удаление дефектных поверхностных слоев и получение требуемой точности и шероховатости обработанных поверхностей, а в некоторых случаях создают неприемлемые условия для работы режущего инструмента по литейной корке или окалине. Чрезмерно малые припуски требуют повышения точности заготовок, затрудняют их разметку и выверку на станках и, в конечном счете, увеличивают вероятный процент брака.
Правильно выбранный припуск обеспечивает: 1) устойчивую работу оборудования при достижении высокого качества продукции; 2) минимальную себестоимость продукции.
В машиностроении применяют два метода определения припуска: 1) опытно-статистический; 2) расчетно-аналитический.
При использовании опытно-статистического метода общие и промежуточные припуски назначаются по таблицам, которые составлены на основе обобщения и систематизации производственных данных передовых заводов.
Недостатком этого метода является назначение припусков без учета конкретных условий построения технологических процессов и поэтому создаются ненужные повышенные запасы надежности, в предположении наихудших условий для каждой из обрабатываемых поверхностей. Поэтому опытно-статистические припуски необоснованно завышены.
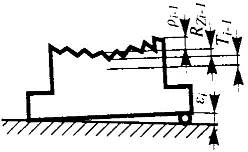
Рис. 4.2. Схема для определения минимального операционного припуска
Расчетно-аналитический метод определения припусков разработан профессором Кованом В.М. Согласно этому методу, промежуточный припуск должен быть таким, чтобы при его снятии устранялись погрешности обработки и дефекты поверхностного слоя, полученные на предшествующих технологических переходах, а также погрешности установки обрабатываемой заготовки, возникающие на выполняемом переходе.
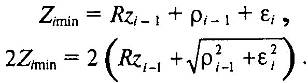
В соответствии с этим методом минимальный промежуточный припуск Zimin рассчитывается по следующей формуле (рис. 4.2):

где Rzi-1 — высота неровностей, полученная на смежном предшествующем переходе обработки данной поверхности; Тi-1 — глубина поверхностного слоя, отличного от основного, полученного на предшествующем технологическом переходе;  i-1 — пространственные отклонения расположения обрабатываемой поверхности относительно баз заготовки;
i-1 — пространственные отклонения расположения обрабатываемой поверхности относительно баз заготовки;  i — погрешность установки, возникающая на выполняемом переходе (в некоторых источниках вместо Тi-1 и i-1 используются соответственно обозначения h и ∆).
i — погрешность установки, возникающая на выполняемом переходе (в некоторых источниках вместо Тi-1 и i-1 используются соответственно обозначения h и ∆).
Рассмотрим влияние особенностей технологического процесса и служебного назначения детали на назначение перечисленных параметров.
Например, у отливок из серого чугуна поверхностный слой состоит из перлитной корки (механическая смесь феррита и цементита), наружная зона которого нередко имеет следы формовочного песка. Этот слой должен быть полностью удален на первом переходе для последующей нормальной работы инструмента.
Распределительные валы автомобильных двигателей и другие детали отливают с отбеленным (меньше углерода в виде графита и больше в связанном состоянии в виде цементита Fe3C) поверхностным слоем. При дальнейшей обработке этот слой желательно сохранить для повышения износостойкости деталей.
У стальных поковок и штампованных заготовок поверхностный слой характеризуется обезуглероженной зоной, который должен быть полностью удален, так как он снижает предел выносливости детали.
И, наконец, после поверхностной закалки поверхностный слой детали желательно сохранить в максимальной степени.
Влияние пространственных отклонений на массу металла, снятую в виде припуска, зависит от принятой схемы базирования заготовки. При механической обработке заготовок типа дисков целесообразно, например, сначала расточить отверстие, используя в качестве базы наружную цилиндрическую поверхность, а затем, базируясь на отверстие, обточить наружную поверхность. При обратной последовательности обработки с наружной (доминирующей для этой заготовки) поверхности снимается значительно больше (по объему) металла.
Примерами пространственных отклонений могут служить следующие погрешности взаимного расположения. Несоосность растачиваемого отверстия заготовок втулок, дисков, гильз, относительно наружной (базовой) поверхности; несоосность обтачиваемых ступеней базовым шейкам или линии центровых гнезд заготовок ступенчатых валов; неперпендикулярность торцовой поверхности оси базовой цилиндрической поверхности заготовки; непараллельность обрабатываемой и базовой поверхностей заготовок корпусных деталей.
Из-за наличия погрешности установки, обрабатываемая поверхность занимает различное положение при обработке партии заготовок на предварительно настроенном станке. Нестабильность положения обрабатываемой поверхности должна быть компенсирована дополнительной составляющей промежуточного припуска εi включающей погрешности базирования, закрепления и положения.
При односторонней обработке (как указано на рис. 4.2) векторы pi-1 и εi коллинеарны (параллельны), следовательно, при несимметричной обработке плоскостей формула для расчета припуска имеет вид

При обработке наружных и внутренних тел вращения векторы pi-1 и еi, могут принимать любое направление (любое угловое положение), предвидеть которое заранее не представляется возможным. Поэтому их сумма определяется как 
Следовательно, для тел вращения формула принимает вид

Из общей формулы расчета могут быть получены частные формулы для конкретных случаев обработки.
1. При обтачивании цилиндрической поверхности заготовки, установленной в центрах, погрешность еi, может быть принята равной нулю.

2. При шлифовании заготовок после термообработки поверхностный слой необходимо по возможности сохранить, следовательно, слагаемые Ti-1 нужно исключить из расчетной формулы.
3. При развертывании плавающей разверткой и протягивании отверстий смещения и увод оси не устраняются, а погрешности установки в этом случае нет

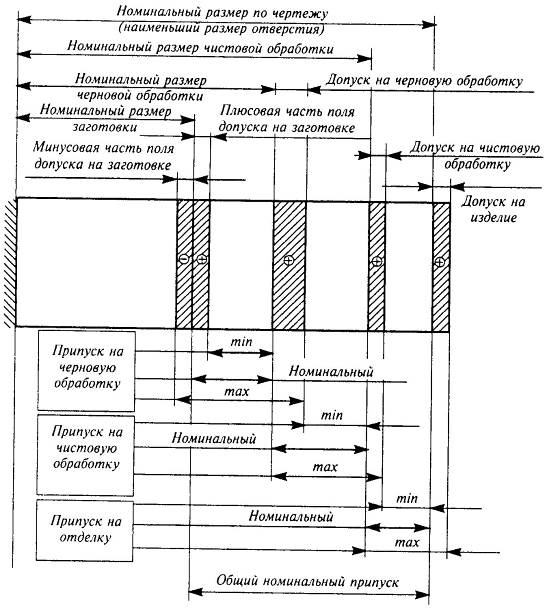
Рис. 4.3. Схема расположения операционных припусков и допусков на различных стадиях обработки для внутренних поверхностей (отверстий)
4. При суперфинишировании и полировании цилиндрической поверхности, когда уменьшается лишь шероховатость поверхности,
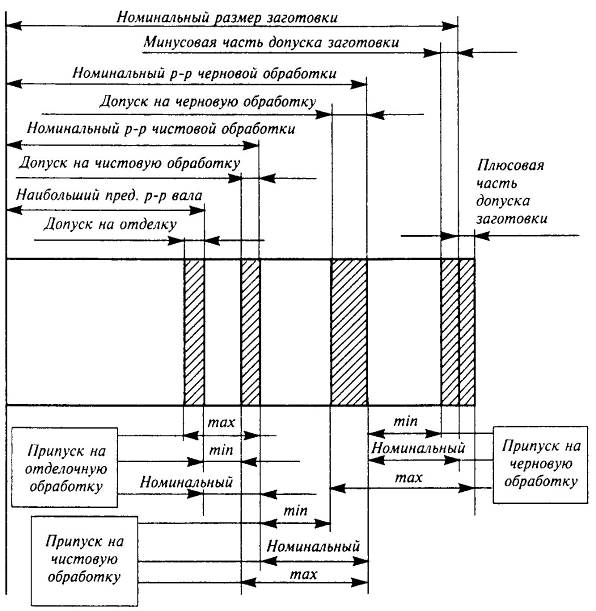
Рис. 4.4. Схема расположения операционных припусков и допусков на различных стадиях обработки для наружных поверхностей (валов)
припуск определяется лишь высотой микронеровностей обрабатываемой поверхности, т. е.

Схемы образования промежуточных размеров при обработке наружных и внутренних цилиндрических поверхностей показаны на рис. 4.3 и 4.4.
Положительная часть допуска на заготовку для вала и отрицательная для отверстия в общий суммарный припуск не входят, но должны приниматься во внимание при определении режимов резания при обдирке.
При использовании таблиц для определения припусков необходимо иметь в виду следующие рекомендации, представленные ниже.
1. При расчете припусков по табличным данным необходимо обращать внимание на графу в таблице «расчетная длина заготовки», которая зависит от характера крепления детали в процессе обработки (см. табл. 4.1 и рис. 4.5).

Рис. 4.5. Схемы для определения расчетной длины валов
Таблица 4.1
Дата добавления: 2022-07-20; просмотров: 130;
Поиск по сайту

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
