Разбор последовательности конструирования и разбор элементов конструкции авиационных электрических машин.
В общем случае последовательность конструирования близка к этапам, рассмотренным в лекции №1 , а выполняемые при этом работы упрощенно можно свести к четырем видам, а именно:
· выбор типа машины, способа её охлаждения и степени интеграции с приводом или исполнительным механизмом (на базе расчетных и компоновочных работ);
· расчетные работы (электромагнитные, механические и тепловые расчеты) ;
· компоновочные работы;
· разработка рабочей КД.
При этом на предприятиях, занимающихся разработкой авиационных эл.машин , прослеживается достаточно четкая специализация по этим видам работ , что позволяет резко сокращать сроки разработки и освоения.
Расчетные работы в данном цикле лекций рассматриваться не будут (по ним были отдельные предметы ) .
Критерии, принимаемые в расчет при выборе типа машины, способа её охлаждения и степени интеграции были рассмотрены в лекциях №№2...6 , а характеристики основных конструкционных материалов , использующихся в рассматриваемых машинах, -в лекции №7.
Далее наибольшее внимание будет уделено вопросам, которым приходится заниматься конструктору, т.е. компоновочным работам и разработке рабочей КД (вне зависимости от способа их выполнения).
В качестве примера выбрана одна из самых простых машин, а именно асинхронный двигатель. Допущение в примере : способ охлаждения и отсутствие интеграции с исполнительным механизмом заданы заказчиком (см лист №2).
Компоновочные работы в данном случае начинаются после того, как на стол конструктора ляжет расчетный формуляр (РФ). Расчетный формуляр- документ , содержащий исходные данные для разработки рабочей КД (размеры активных частей , размеры паза, размеры провода и т.д), который разрабатывается расчетчиком.
Асихронный электродвигатель.
Чертеж общего вида ( компоновка) №2

8.1. Работа конструктора в этом случае начинается с проверки размеров паза.
8.1.1. Для машин с “высыпной обмоткой” предельно допустимым коэффициентом заполнения паза можно считать  0,42 ÷ 0.43. Технологичность обмоточных работ резко повышается при коэффициенте заполнения паза < 0,35 ÷ 0,38.
0,42 ÷ 0.43. Технологичность обмоточных работ резко повышается при коэффициенте заполнения паза < 0,35 ÷ 0,38.
Размеры шлица в листе железа для пакетов без скоса паза рассчитываются следующим образом:
Ø провода мах ( с учетом допуска ) без изоляции
 +
+
номинальная расчетная толщина изоляции провода
+
максимальная толщина проходной изоляции
+
0,05 мм – технологический припуск на неточность сборки
+
0,05…0,10 мм – гарантированный зазор.
 размер шлица в листе (с допуском “в +”)
размер шлица в листе (с допуском “в +”)
Проходная изоляция – это изоляция , по которой идет “всыпка” обмотки в паз (без неё нарушается изоляция провода).
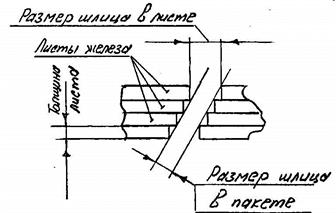 Для пакетов со скосом пазов размер шлица должен быть увеличен соответственно скосу.
Для пакетов со скосом пазов размер шлица должен быть увеличен соответственно скосу.
8.1.2. Для машин с “торцевой” (или “стержневой”) обмоткой (закладка секций или полусекций в паз с торца) размеры паза по ширине и по высоте рассчитываются следующим образом:
максимальный размер проволки ( с учетом допуска )
+
номинальная расчетная толщина изоляции
+
максимальная толщина изоляции
+
зазор согласно таблице
размер паза (ширина или высота) в листе железа (с допуском “в +”)
| Длина пакета железа с прямым пазом , мм | Провод эмалированный.Изоляция стеклослюдинит | |
| Зазор по ширине , мм | Зазор по высоте , мм | |
| До 50 | 0,1 | 0,25 |
| св. 50 до 100 | 0,1 | 0,3 |
| Св. 100 до 150 | 0,15 | 0,35 |
| Св. 150 до 200 | 0,2 | 0,4 |
| Св. 200 | 0,25 | 0,5 |
Для провода типа ПСДКТ указанные в таблице зазоры увеличиваются ≈ на 50%.
Выполнение “торцевой” обмотки при скосе пазов затруднено, т.к. изоляция и секции
закладываются по винтовой линии. В этом случае зазоры целесообразно принимать по серийным аналогам. Как правило, зазоры в пакетах со скосом пазов превышают зазоры , указанные в таблице, более чем в 2 раза.
8.2.Затем конструктор проверяет коэффициент заполнения пакета железа исходя из наиболее рациональной для конструкции данной машины изоляции листов .Изоляция листов вытекает из выбранного конструктором способа сборки пакета , который в свою очередь зависит от охлаждения , общей компоновки и типа машины.
Так, для, пожалуй, наиболее технологичного сварного пакета подходит только оксидирование , т.к. наличие лака или клея не позволит сварить пакет ,но сварной пакет не годится для машин со струйным охлаждением (шелушится и отслаивается окалина) и для этих машин применяется склейка пакета , что влечет за собой введение в конструкцию элементов , зажимающих пакет по торцам и исключающих расслоение и т.д…
Коэффициент заполнения (Кзап)
| Изоляция листов | Толщина листов | |||
| 0,2 | 0,35 | 0,5 | 1,0 | |
| Оксидирование | 0,92 | 0,96 | 0,97 | 0,98 |
| Лакировка | 0,87 | 0,93 | 0,95 | 0,97 |
| Склейка клеем (ВС-10Т или БФ - 2) | 0,85 | 0,91 | 0,93 | 0,95 |
В дальнейшем, исходя из Кзап , при разработке рабочей КД конструктор указывает массу пакета ( без припуска на механообработку) с допуском на массу пакет ± 3 %. При расчете массы пакета принимаются следующие плотности электротехнической стали:
| Марка стали | (Э1) | (Э2) | (Э31) | (Э44) |
| γ, кг/ дм3 г/ см3 | 7,8 | 7,75 | 7,65 | 7,55 |
γ в основном определяется содержанием кремния – вторая цифра в обозначении марки. Соответственно , для неуказанных в таблице марок γ принимается как для стали из таблицы , у которой совпадает вторая цифра в обозначении . Например : γ для стали 1511 равна γ для стали 1521 .
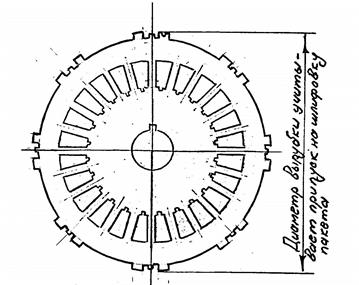
8.3. Взаимосвязанной с выбором изоляции листов , конструкцией пакета , способом фиксациипакета , долговременностью подшипников и компоновки в целом является величина “ воздушного ” зазора , указанная в РФ.
При оценке правильности и целесообразности выбранной расчетчиком величины
“ воздушного ” зазора на этом этапе разработки можно , как правило , руководствоваться следующим:
8.3.1.При величине зазора ≥ 0.8 мм можно рассчитывать , что статор и ротор обрабатывать в сборе ( в корпусе и на валу соответственно) не придется.
8.3.2.При величине воздушного зазора от 0,5 мм до 0,8 мм можно рассчитывать , что обрабатывать в сборе придется только ротор ( статор обрабатывается только по посадочному месту ).
8.3.3.При величине воздушного зазора от 0,3 мм до 0,5 мм нужно закладывать конструкцию , позволяющую обрабатывать в сборе как статор, так и ротор ( в противном случае допуски и взаимные смещения “съедят” около 0,2…0,25 мм от зазора, а окраска “съест” около 0,12 мм- по 0,06 мм на статор и ротор ) и возможно цепляние ротора о статор.
В принципе возможна обработка посадочных мест корпуса под щиты в сборе от необрабатываемой “расточки” статора, но идут на это достаточно редко.
8.3.4.Зазоры <0,3 мм в серийных машинах рассматриваемых мощностей, как правило, не реализуемы.
8.3.5.Пакеты из стали типа 49 К2ФА-ВИ обрабатывать и деформировать после отжига листов нельзя (резко теряются магнитные свойства) и, кроме того, листы при термообработке сильно ведет (величина некруглости может доходить до ~ 0,15…0,2мм ).
Соответственно такие пакеты только клеются. Естественно, при этом величина, указанного в РФ зазора, должна быть не менее 0,4÷0,5 мм , а пакеты , если и обрабатываются под посадку, то по достаточно высоким ребрам (деформация спинки статора при этом незначительная)
В этих случаях более разумно “вывесить” статор в корпусе соосно с гнездами под шарикоподшипники (ш/п) и зафиксировать статор в этом положении по способу радиально – лучевого центрирования.
Схема “вывешивания “ статора относительно гнезд под ш/п и его фиксации в корпусе.
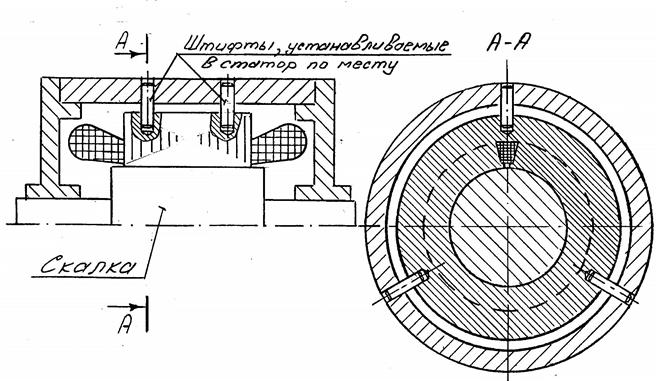
8.3.6. Для увеличения долговечности шарикоподшипников за счет уменьшения на них нагрузок , возникающих от эксцентриситета воздушного зазора , либо обрабатывают статор и ротор в сборе, либо вывешивают статор в гнездах под ш/п , что , в принципе, позволяет снизить зазор до предела .
8.3.7.Сварные статоры, как правило, не вывешивают, т.к. они достаточно сильно деформируются после снятия со сборника , если спинка не достаточно толстая.
8.3.8. Статор с пакетом из лакированных листов также , как правило, не вывешивают, так как в этом случае пакет должен быть собран в специальной втулке (“обечайке”, иначе пакет рассыпется) , а это увеличит диаметральный габарит машины и массу.
8.3.9. Для машин со струйным или прокачным охлаждением зазор желательно иметь больше указанных в 8.3.1…8.3.3. величин (для уменьшения потерь на трение). Величину зазора в этих случаях лучше принимать по аналогам.
8.4. Правила конструирования и последовательность изготовления сварных статоров . (Допущение в рассматриваемом примере : воздушный зазор – 0,5 мм , а Кзап 0,96 при толщине листа 0,35. На основании п.п. 8.2 и 8.3.2 принимается сварной статор с обработкой только по посадочному месту.
8.4.1. Конфигурация и размеры элементов листа.
8.4.1.1. Поводки пакета практически исключаются при толщине спинки равной 9..10% от наружного диаметра.
8.4.1.2. Шаг по продольным сварным швам не должен превышать 30…50 мм.
Как привило, хватает 8 швов.
Из практики : для генераторов применение количества швов кратное числу фаз может привести к искажению синусоиды.
Наилучшие результаты – при 8 швах.
Неудовлетворительные – при 6 швах.
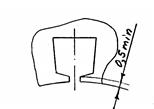
8.4.1.3.Разделка листа под сварные швы.
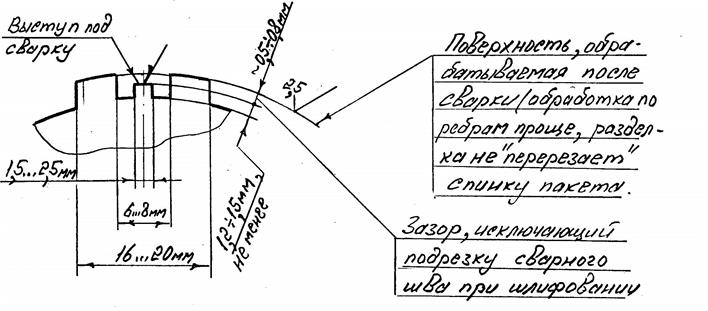
Варить по ограниченной зоне выступа технологичнее , спинка практически не затрагивается , поводка минимальная.
В ряде случаев , при применении электронно-лучевой сварки специальной разделки не требуется .
8.4.1.4.Маркировка – углубление (реже -выступ) на поверхности, не образующей рабочий зазор.Размеры (как правило):


Дополнительное ТТ на поле чертежа листа : “ Форма маркировки в пределах размеров А и Б не регламентируется” , -для возможности иметь различную маркировку для листов из под разных штампов.
Назначение маркировки – обеспечить минимальную расшихтовку в пазах за счет фиксации листов в сборнике вдоль пакета по маркировке ; исключить сборку пакета из листов , вырубленных на разных компаундных штампах (иначе неприемлемая расшихтовка).
Расположение маркировки – должна исключать совпадение пазов и ребер при сборке
листов , развернутых между собой на 180°. В КД “привязывается” к зубцам угловым размером.
Рациональное расположение в
рассматриваемом примере:

8.4.1.5.Усики паза менее 0,5 мм практически не выполнимы.
8.4.2.Технология вырубки листа.
8.4.2.1.Компаундный штамп - весь лист вырубается за один удар штампа. Штамп дорогой и сложный. Оправдывает себя только при значительной программе серийного выпуска.
8.4.2.2.Вырубка на пазовом полуавтомате.
8.4.2.2.1Вырубка заготовки на гильотинных ножницах
 8.4.2.2.2Вырубка центрирующего и фиксирующего элементов.
8.4.2.2.2Вырубка центрирующего и фиксирующего элементов.
8.4.2.2.3.Последовательная (по одному) вырубка пазов на пазовом полуавтомате пазовым штампом.

| 8.4.2.2.4.Вырубка наружного контура обсечным штампом
|
Примечание : при заготовке в виде ленты, операция по 8.4.2.2.4.выполняется перед операцией по 8.4.2.2.3.При заготовке в виде квадрата, порядок чередования этих операций безразличен.
8.4.2.2.5.Вырубка внутреннего контура.

8.4.3.Элементы пакета.
8.4.3.1.Крайние листы – предназначены для уменьшения разрушения пакета . Как правило, выполняются из 3÷4 средних листов без покрытия , свариваемых по спинке и по зубцам точечной сваркой. Иногда под сварку крайних листов вырубаются листы на тех же штампах , но из более толстой стали(для увеличения жесткости и уменьшения распушения) , т.е , например, из 0,5 мм под сварку крайних, вместо 0,35 мм у средних.
8.4.3.2. Пакет по сварным швам сильно утягивает (на 0,5÷1 мм, не менее) , что в дальнейшем затрудняет его фиксацию в корпусе (неровные торцы) . Для выправления торцов по краям пакета одновременно со сваркой всего пакета приваривают стальные кольца из прутка квадратного сечения , которые затем торцуют. Как правило, сечение таких колец 4х4 мм или 5х5 мм.
8.4.4.Сборка и сварка пакета.
В КД указывается масса пакета (см п. 8.2) и наибольшее количество листов средних, которое рассчитывается исходя из максимальной длинны пакета (т.е. с учетом допуска “в +”) , коэффициента заполнения (Кзап – см п.8.2) и минимальной ( т.е. с учетом допуска “в-”) толщины листа.

В КД допуск на длину пакета  от толщины среднего листа, не менее , при листах толщиной S≥0,35 мм . При листах S< 0,35 мм допуск ± толщина листа, не менее.
от толщины среднего листа, не менее , при листах толщиной S≥0,35 мм . При листах S< 0,35 мм допуск ± толщина листа, не менее.
Элементы , обеспечивающие сборку листов с фиксацией по маркировке условно не показаны.
8.4.5. Обработка пакета под посадку.

8.5.Правила конструирования и последовательность изготовления роторов с короткозамкнутой (к.з) обмоткой.
8.5.1. Изготовление листов практически ничем не отличается от листов статора, но если к.з. обмотка получается заливкой расплавленного металла, то листы применяются без покрытия (окалина, выполняющая роль изоляции, образуется в процессе заливки.)
8.5.2. Сборка пакета ротора напрямую завязана со способом изготовления к.з. обмотки.
8.5.2.1.Если обмотка стержневая, то пакет собирается на сборнике , подобного сборнику пакета статора , на имеющем подобие шпонки под маркировку листов. На этом же сборнике (до съема пакета) выполняется стержневая к.з. обмотка , т.е. стержни паяют (реже сваривают) по торцам пакета с шайбами из латуни , имеющими отверстия или пазы под стержни , или стержни по выходу из паза загибают, накладывая друг на друга ( на манер “заваливаемых" костяшек домино) , и пропаивают друг с другом , образуя контактные кольца.
Затем ротор с к.з. обмоткой снимают со сборника и расшлифовывают под посадку на вал.
8.5.2.2. Если обмотку получают заливкой расплавленного металла, то сборник и его нажимные кольца являются частью литейной оснастки, пустоты которой после заливки образуют кольца к.з. обмотки.

|
Заливка расплавленного металла выполняется центробежным литьем (каналы в оснастке условно не показаны) . После заливки пакет ротора расшлифовывают под установку на вал и обтачивают контактные кольца с базой от внутреннего диаметра (для уменьшения изначального дисбаланса) . Дополнительное ТТ на поле чертежа : “При обработке колец А и Б по размерам В и Д допускается след от резца на крайних листах поз. 1 глубиной …мм , не более” (глубина следа, как правило, от  до до  толщины листа) . толщины листа) .
|
8.5.3.Надежность роторов с к.з. обмоткой , получаемой заливкой расплавленного металла , безусловно выше , чем у стержневой за счет отсутствия большого количества паяных или сварных соединений , но процесс заливки требует весьма строгого соблюдения технологии и “навесок” для стабильности “ρ” . В примере принята обмотка, получаемая заливкой латуни.
8.6.После принятия решений по вышеперечисленным вопросам конструктор проверяет соответствие провода, заложенного в РФ , действующим ограничителям оценивает совместимость марки провода с предлагаемым охлаждением и пропиткой. К этой работе целесообразно привлекать специалистов в области электроизоляции и при решении этого вопроса “не съезжать с накатанной колеи”. В примере принят провод ПЭТ-155(эмалированный, круглый) , хорошо сочетающийся с широко распространенным пропиточным компаундом ЭК-1М или пропиточным лаком ПЭ-933; обмотка всыпная.
8.7. Затем конструктор рассчитывает размеры лобовых частей.
В общем случае размеры лобовых частей со стороны головок секций рассчитываются по формулам , приведенным на листе №11.
Вылет лобовых частей


r1 ≈ 1…3
r2 = чтополучится r3 = h + (0…3)
При многовитковой секции за ширину секции принимается
средняя ширина паза (круглый провод).
Проверка Qмеди – сечение меди в лобовой части .

N- общее число проводников.
Размер “l” берется, как правило, ~0,2 мм и, если головки дополнительно изолируются, то “l” увеличивают на максимальную толщину этой изоляции. Для изоляции в виде ленты, накладываемой на секции “в полуперекрышку” надо принимать толщину изоляции равной толщине ленты х3 , а при более корректной записи в КД (“…изолировать лентой поз… с перекрытием …. ширины ленты”.) можно принимать толщину ленты х2 .
Для машин со струйным охлаждением “l” увеличивают до 1мм и более для того, чтобы развить поверхность охлаждения.
Минимальный размер “r3” принимается по ТУ на провод. Для торцевыхобмоток “r3” достаточно часто выполняют меньше допустимого по ТУ , что нарушает изоляцию , но головку секций при этом обязательно изолируют.
8.7.1. При торцевой обмотке размеры лобовых частей со стороны переходов и перемычек принимаются по результатам детальной прорисовки и раскладке всех мест соединений, выполняемых с учетом возможности подходя паяльных клещей или сварочного оборудования.
Как правило, вылет или объем лобовых частей со стороны переходов и перемычек больше соответствующих габаритов со стороны головок секций на 60..80%.
8.7.2. При круглом проводе и всыпной обмотке при расчете размеров лобовых частей размеры секций приводят к торцевой обмотке, при этом за ширину секций принимается средняя ширина паза.
Вылет лобовых частей в этом случае принимают с учетом их приемлемой деформации (как правило , можно “безболезненно” ужать в аксиальном направлении на 20÷25% от расчетного) , сохранив при этом объем.
Со стороны переходов и перемычек вылет в этом случае , как правило, принимают не менее чем на 40% больше, чем со стороны головок, а объем больше не менее чем на 80%.
8.7.3. Ошибки в определении размеров лобовых частей приводят к очень тяжелым последствиям (переработка всей машины , а иногда пересогласование ТЗ) . Поэтому, если есть возможность промакетировать лобовые части, этим никогда не следует пренебрегать, а “карманный запас ” по лобовым частям , даже при наличии расчетов и результатов макетирования, целесообразно иметь не менее 2...2,5 мм.
| <== предыдущая лекция | | | следующая лекция ==> |
| Твердые бытовые отходы и их утилизация | | | Сопротивление потоку жидкости |
Дата добавления: 2020-02-05; просмотров: 210;
Поиск по сайту
Узнать еще
- B — число подмножеств, то частное а : b - это число элементов в каждом подмножестве.
- II. Стоимость отдельных элементов капитала
- III. Биогеохимические циклы элементов и веществ (на примере основных биогенных элементов: углерод, азот, фосфор) и их количественные характеристики.
- V. Схема разбора глагола
- А - Железобетонные конструкции
- А - решетчатая конструкция из бетонных элементов; б - пространственная георешетка; в - укрепление откоса георешеткой; 1, 2 - бетонные элементы; 3 - анкеры; 4 - тяжи анкеров
- А — растяжение; б — сжатие; в — изгиб; г — кручение (ориг.). На схемах внизу — смещение элементов (по С. Э. Хайкипу)
- А.1. Назначение и типы сборных элементов и конструкций

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
