Соединение металлопластиковых труб
Металлопластиковые трубы выпускаются в бухтах и поэтому их требуется соединять только с фитингами. По способу соединения фитинги делятся на:
• винтовые (компрессионные или цанговые).
• прессующиеся (пресс-фитинги).
При использовании винтового (или цангового) фитинга (рис. 9) соединение достигается за счет давления, возникающего при закручивании гайки 2 на разомкнутом обжимном кольце 3.
Рис. 9. Винтовое (цанговое) соединение металлопластиковых труб
1 – труба; 2 – гайка; 3 – обжимное кольцо; 4 – резиновые уплотнительные кольца; 5 – тефлоновая изоляционная прокладка; 6 – фитинг
Для герметичности наконечник фитинга имеет специальный удерживающий профиль с радиальной насечкой и двумя уплотнительными резиновыми кольцами 4, прилегающими непосредственно к трубе. Плотному соединению корпуса фитинга с наконечником служит специальная прокладка 5. Это прокладка исключает прямой контакт алюминиевой прослойки с металлом фитинга и тем самым предотвращает электрохимическую коррозию. Обычно ее делают из тефлона.
Монтаж винтового соединения не требует специального инструмента: он производится с помощью двух гаечных ключей (одним затягивается гайка, а вторым оказывается противодействие).
Недостатком винтового соединения является то, что вследствие температурных деформаций трубы возможно ослабление соединения, что вызывает необходимость подтяжки трубопровода в процессе эксплуатации, поэтому винтовые соединения должны быть доступны.
Прессующиеся фитинги (рис. 10) – неразъемные, поэтому они не нуждаются в периодическом контроле и в отличие от винтовых фитингов допускается как их скрытая установка, так и заливка в бетон.
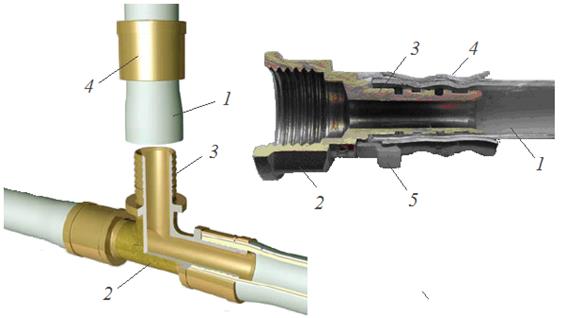
Рис. 10. Монтаж металлопластиковых труб с применением пресс-фитингов
1 – труба; 2 – фитинг; 3 – «заершенный» штуцер; 4 – пресс-гильза; 5 – диэлектрическая втулка
Монтаж осуществляется в следующем порядке: труба обрезается специальными ножницами под углом 90°; с помощью развертки и специального калибровочного инструмента снимается фаска и подгоняется диаметр трубы для дальнейшего монтажа; устанавливается диэлектрическая втулка; на конец трубы надевается пресс-гильза из нержавеющей стали; в трубу до упора вставляется «заершенный» штуцер фитинга (с уплотнительными кольцевыми выступами на поверхности); гильза обжимается с помощью ручного или гидравлического пресса.
Лекция 5
СОЕДИНИТЕЛЬНЫЕ ДЕТАЛИ СТАЛЬНЫХ ТРУБОПРОВОДОВ
При изготовлении и монтаже стальных трубопроводов используют различные соединительные детали, которые называются фитингами.
Фитинг – соединительная деталь трубопровода, помещаемая в местах поворотов, переходов и разветвлений, а также для соединения основных прямолинейных звеньев труб. К фитингам относятся муфты, тройники, крестовины, отводы, фланцы, заглушки, пробки, футорки, сгоны и т. п.).
По способу присоединения бывают:
• приварные (рис. 1)
• резьбовые или муфтовые (рис. 2).
•
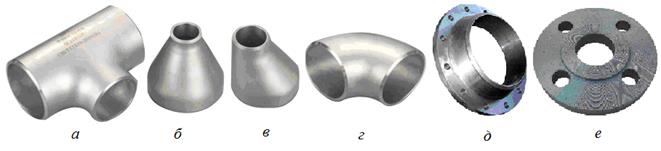
Рис. 1. Приварные детали:
а – тройник; б – переход концентирический; в – преход эксцентрический; г – отвод; д – фланец с шейкой; е – фланец плоский
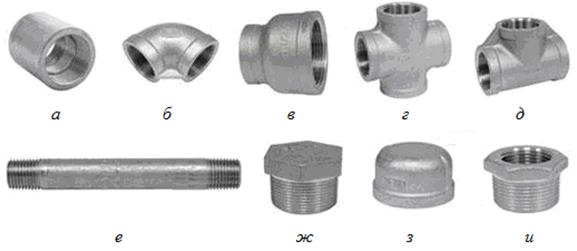
Рис. 2. Резьбовые (муфтовые) детали:
а – муфта; б – отвод; в – преход; г – крестовина; д – тройник; е – сгон; ж – пробка;
з – колпак; и - футорка
В резьбовых фитингах используется трубная резьба – дюймовая резьба с мелким шагом. Дюймовая резьба, в отличие от метрической, имеет при вершине профиля угол не 60°, а 55°. Мелкий шаг означает, что шаг резьбы и высота зубьев не зависят от диаметра трубопровода. Мелкий шаг применяется потому, что при выполнении на трубе резьбы с обычным шагом высота зубьев получилась бы такой большой, что превысила бы толщину стенки трубы. Вершины зубьев скруглены, а образующийся зазор в резьбовом соединении заполняется уплотняющим материалом (льняная прядь или фторопластовая пленка) для герметизации соединения.
Фланцы
Фланцы – применяется для разъемного соединения трубопроводов. Фланцы (рис. 3) отличается простотой конструкции, легкостью сборка и разборки, простотой изготовления и распространенностью фланцевой трубопроводной арматуры.
| 
| 
|
| а | б | в |
| 
| 
|
| г | д | е |
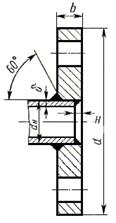
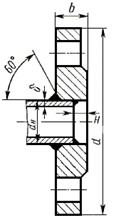
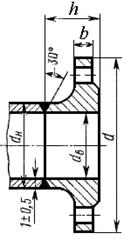
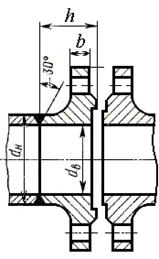
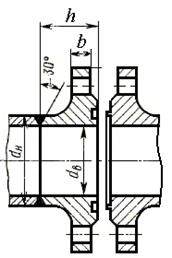
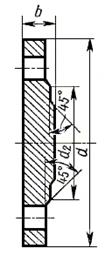
Рис. 3. Фланцы:
а – плоский приварной без выступа; б – плоский приварной с соединительным выступом;
в – с шейкой приварной встык; г – с шейкой приварной встык с выступом и впадиной; д – с шейкой приварной встык с выступом и впадиной; е – заглушка;
Для того, чтобы создать необходимую герметичность фланцевого соединения трубопровода, между фланцами устанавливают прокладку, а соприкасающимся уплотнительным поверхностям придают специальную форму. Чтобы обеспечить взаимозаменяемость фланцев всех типов, их присоединительные размеры (наружный диаметр, диаметр болтовой окружности, количество и диаметр болтовых отверстий) и размеры уплотнительных поверхностей стандартизованы ГОСТ 12815-80 и приняты одинаковыми при одних и тех же условных давлениях и проходах независимо от конструкции и материала фланца. Подбираются фланцы по условным проходам и давлениям, на которые рассчитаны трубы.
Стальной плоский приварной фланец без выступа (рис. 3, а) наиболее прост по конструкции, может быть изготовлен из обычной листовой стали. Применяется на трубопроводах малых диаметров. Прокладка, заложенная между двумя плоскими фланцами, сжимается по всей поверхности фланцев, что не позволяет развить больших давлений на материал и достичь предела текучести. Тот факт, что отсутствуют выступы на фланце и прокладка зажимается по всей поверхности фланца, затрудняет ее центровку в соединении. При наличии плоских фланцев следует использовать упругие прокладки с малой жесткостью. Наличие царапин на фланце в радиальном направлении может привести к тому, что не удастся достичь герметичности соединения. Учитывая существенных отсутствие неровностей (выступов) на поверхности фланцев, прокладка может легко скользить по поверхности, что повышает вероятность ее разрыва и выдавливания давлением в трубопроводе. Поэтому плоские фланцы ненадежны на трубопроводах больших диаметров.
Плоские фланцы с соединительным выступом(рис. 3, б) обычно бывают заводского изготовления, но могут быть изготовлены и в условиях механических цехов завода. Онишироко применяются на трубопроводах малых и средних диаметров благодаря большей надежности. Они имеют выступ на своей поверхности, что облегчает центрирование прокладки. На уплотнительной поверхности фланца может наноситься ряд концентрических неглубоких треугольных канавок, что резко увеличивает его герметичность. При давлении на прокладку в момент стягивания фланцевого соединения материал прокладки деформируется, достигнув предела текучести, и заполняет собой углубления канавок, препятствуя образованию непрерывных радиальных щелей в месте царапин поверхности.
Фланцы с выступом или впадиной(рис. 3, г) бывают только заводского изготовления. Они соединяются так, что выступ одного фланца входит во впадину второго, за счет чего обеспечивается большая герметичность соединения.
Фланцы с шипом и пазом(рис. 3, д) так жебывают только заводского изготовления. Они соединяются так, что шип одного фланца входит в паз второго, за счет чего обеспечивается большая герметичность соединения.
Заглушки (рис. 3, е) используются для отключения участков теплопроводов и ответвлений на период ремонтов или гидравлических испытаний сетей, а также для заглушения торцов труб. Заглушки, как и фланцы, подбираются по условным давлениям и проходам.
Отвод
Отводом называется приварная деталь трубопровода с одним изогнутым углом (рис. 4). Отводы предназначены для изменения направления потока теплоносителя. По способу изготовления и конструкции разделяются на:
• бесшовные круто изогнутые,
• гнутые,
• сварные,
• штампосварные.
Основной характеристикой отводов является радиус изгиба осевой линии трубы R. В пространственных конструкциях трубопроводов между отводами должен оставляться прямой участок трубы длиной a>Dy, а при Dy<100 мм прямой участок трубы принимается не менее 100 мм. Вваривать отводы непосредственно в трубу без штуцера (прямолинейного участка) запрещается.
| 
| 
| 
|
| а | б | в | г |
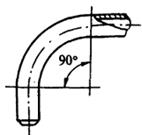
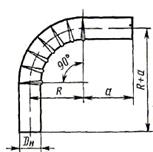
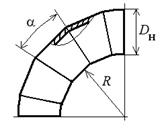
| Рис. 4. Отводы: а – гладкий нормальный (R=3,5DH); б – гладкий крутоизогнутый (R=DH); в – гнутыйсо складками; г – сварной |
Нормальные гладкие отводы (рис. 4, а) с радиусом изгиба R=3,5Dн изготовляют при нагреве трубы до ~ 1100°С и с набивкой песком. Плотная набивка песка в трубу предупреждает возникновение овальности сечения и быстрое остывание изделия, вызывающее дополнительное напряжение металла. Отводы с радиусом R>3,5Dн изготовляют на трубогибочных станках путем изгиба в холодном состоянии и без набивки песком.
Крутозагнутые гладкие отводы (рис. 4, б) с радиусом изгиба, равным наружному диаметру трубы R=DH,изготовляют на заводах протяжкой гидравлическими домкратами отрезка бесшовной трубы в горячем состоянии через специальную изогнутую насадку. Гладкие крутоизогнутые отводыхарактеризуются малым радиусом изгиба, одинаковой толщиной стенки на выпуклой и вогнутой образующих, небольшими габаритами, поэтому их применение при монтаже обеспечивает компактное сооружение трубопроводов и оборудования и, как следствие, экономию производственной площади. Крутозагнутые отводы допускается сваривать между собой без прямого участка.
Гнутые отводы со складками (рис. 4, в) изготовляют при местном разогреве трубы. Число складок зависит от диаметра трубы и радиуса изгиба. Каждая складка получается после одного разогрева и немедленного изгиба трубы. Такие отводы с радиусом до 2…4 диаметров самые эластичные, но имеют самое большое гидравлическое сопротивление.
Сварные отводы (рис. 4, г) применяют при сооружении тепловых сетей больших диаметров Dу >150мм из бесшовных и электросварных труб путем вырезки отдельных секторов с углами скоса 11°15' или 15° и их последующей сборки и сварки. Радиус изгиба сварных отводов обычно небольшой, равный R=(1÷3)DH+50 мм. Применяют отводы для трубопроводов на Ру до 6,3 МПа и только в тех случаях, когда отсутствуют круто изогнутые или гнутые отводы.
Штампосварные отводы изготовляют из листовой стали путем штамповки полуотводов на прессах с последующей сборкой и сваркой двух продольных швов. Такие отводы используют для трубопроводов Dу =600 мм и более вместо сварных секционных.
Переходы
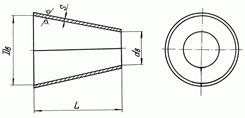
Переходы (рис. 5 ) применяются для стыковки труб различного диаметра . По конструкции переходы подразделяются на концентрические и эксцентрические. Симметричные концентрические переходы устанавливаются на вертикальных и горизонтальных трубопроводах. Несимметричные эксцентрические переходы устанавливаются только на горизонтальных трубопроводах и выравниваются по верху во избежание скопления воздуха. Угол наклона поверхности переходов не должен превышать 15°.
| 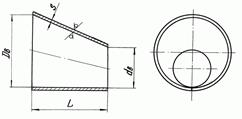
| Рис. 5. Переход: а – концентрический; б – эксцентрический |
| а | б |
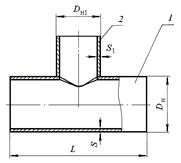
Тройники(рис. 6, а) служат для организации ответвлений от трубопроводов и соединения двух и более трубопроводов в единую сеть. Их изготовляют равнопроходными (с одиниковыми диаметрами основного трубопровода и ответвления) или разнопроходными.
| 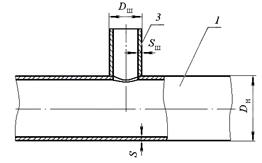
| Рис. 6. Тройник (а) и штуцер (б): 1 – основной трубопровод; 2 – ответвляемый трубопровод; 3 – штуцер |
| а | б |
Штуцер (рис. 6, б) применяется для установки арматуры (воздушная, спускная) и других деталей трубопровода (элементов КИП и пр.). Штуцер выполняется из трубы меньшего диаметра, чем основная труба Диаметр штуцера определяется диаметром устанавливаемого на нем устройства. Для монтажа фланцевой арматуры на штуцер приваривается фланец.
Сгон
При монтаже разветвленных трубопроводов, а также арматуры необходимо предусматривать возможность их разборки для возможности проведения ремонтных работ. Для этих целей используется сгон (рис. 7) .

| 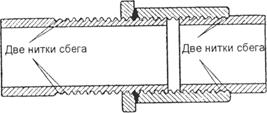
| Рис. 7. Сгон |
Сгон - труба с длинной резьбой на одном конце и короткой резьбой на другом. Длина длинной резьбы (не считая сбега) на сгоне должна быть достаточной для того, чтобы можно было навернуть на нее контргайку и затем муфту. Длинная короткой резьбы равна половине длины муфты с учетом ниток сбега. Соединение труб при помощи сгона в следующем порядке. Контргайку и муфту навертывают на длинную резьбу без уплотнения и без намазки суриком. Короткую резьбу у второй трубы подготавливают с уплотнением - намоткой льняной пряди в виде жгутика, смазанного суриком . Также подготавливают свободный конец длинной резьбы сгона. После этого муфту свертывают (сгоняют) с длинной резьбы настолько, чтобы она до отказа навернулась на короткую резьбу. Жгутик кольцом навертывают на трубу у края муфты и контргайкой сильно прижимают к муфте: прядь попадает в фаску, специально выточенную в контргайке. Если между муфтой и контргайкой нет перекоса и их торцы плотно прилегают друг к другу, соединение получается достаточно непроницаемым.
Лекция 6
Дата добавления: 2018-05-10; просмотров: 1812;
Поиск по сайту
Узнать еще
- A. Трубопроводная обвязка окружения испарителя.
- II. Соединение трёхфазной нагрузки звездой без нейтрального провода (симметричная нагрузка).
- III. Расчёт электрического состояния цепи с последовательным соединением элементов L, R, C.
- IV. Расчёт цепи с параллельным соединением R, L, C элементов
- RLC-контур с параллельным соединением элементов в цепи переменного тока.
- А — наложение первого ряда мышечно-мышечных швов; б — наложение второго ряда мышечно-мышечных швов; в — соединение краев пузырно-маточной складки брюшины (перитонизация).
- А. Особенности подъема, поддержания и укладки трубопровода при капитальном ремонте с заменой труб
- А. Сведения о трубах и сварных фасонных деталях

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
