Программирование нарезания резьбы с помощью резьбового резца
Проход для нарезания резьбы с помощью резьбового резца задается функцией G33. При этом устанавливается синхронность главного движения и движения подачи. Формат кадра, в котором задается проход для нарезания резьбы, в общем случае имеет следующий вид:
| G33 X… Z… K… I… R… |
В приведенном кадре параметр K задает шаг резьбы, I – изменение шага резьбы, R – угол поворота шпинделя в градусах относительно нулевого положения шпинделя. При нарезании цилиндрической или конической резьбы с постоянным шагом в кадре достаточно указать лишь параметр K.
Для уменьшения динамической ошибки траектории при изменении направления движения инструмента с помощью функции G09 кодируют торможение в конце отработки кадра.
Цикл нарезания резьбы FIL позволяет программировать в одном кадре нарезание цилиндрической или конической резьбы за несколько проходов. Формат кадра при использовании трехбуквенного кода FIL имеет следующий вид:
| (FIL,Z…,X…,K…,R…,T…,L…,P…) |
где Z…, X… – координаты конечной точки при нарезании резьбы;
K… – шаг резьбы (знак определяет ось вдоль которой выполняется резьба: + вдоль оси Z, – вдоль оси X);
R… – расстояние между инструментом и деталью (по умолчанию r=1 мм);
L… – число проходов для черновой и чистовой обработки;
P… – число заходов резьбы (по умолчанию 1);
Tхххх – цифровой код, определяющий тип нарезаемой резьбы (по умолчанию задан код T0000):
Цифра 1:
• 0 – нарезание с конечным пазом;
• 1 – нарезание без конечного паза.
Цифра 2:
• 0 – внешнее нарезание резьбы;
• 1 – внутреннее нарезание резьбы.
Цифра 3:
• 0 – метрическая резьба;
• 1 – дюймовая резьба.
4.3. Порядок выполнения работы
Данная лабораторная работа предполагает выполнение следующих этапов:
1. Изучить методические указания к лабораторной работе.
2. На основе технологии обработки детали, разработанной в лабораторной работе №1, запрограммировать профили детали для обработки основных элементов. Написать код управляющей программы, используя циклы токарной обработки с указанием номера профиля.
3. Для подгруппы разработать управляющую программу обработки заданной детали (рис. 4.6 и 4.7).
4. Включить комплекс «станок с ЧПУ». Вывести рабочий органв фиксированную точку станка и определить положение нуля детали относительно нуля станка. Произвести настройку необходимых режущих инструментов относительно нулевого инструмента.
5. Ввести с пульта текст подготовленной управляющей программы. Заблокировать оси и осуществить отладку управляющей программы. Произвести проверку правильности траектории инструментов с помощью графической видеостраницы.
6. Выполнить обработку по управляющей программе. Выключить комплекс «станок с ЧПУ» и произвести уборку стружки.
7. Оформить и защитить отчет.
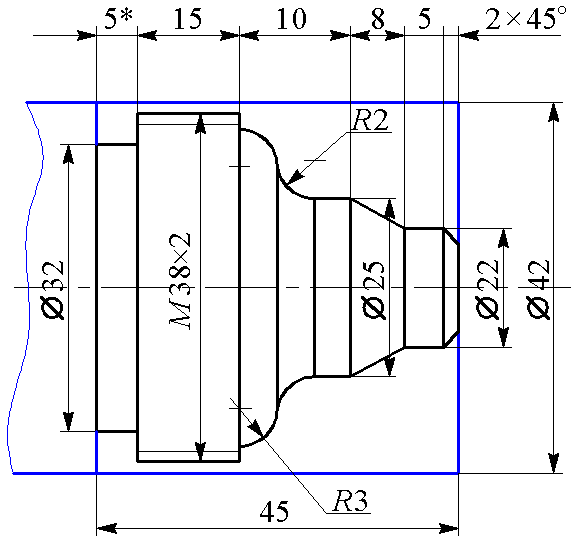
Рис. 4.6. Эскиз обрабатываемой детали для подгруппы 1
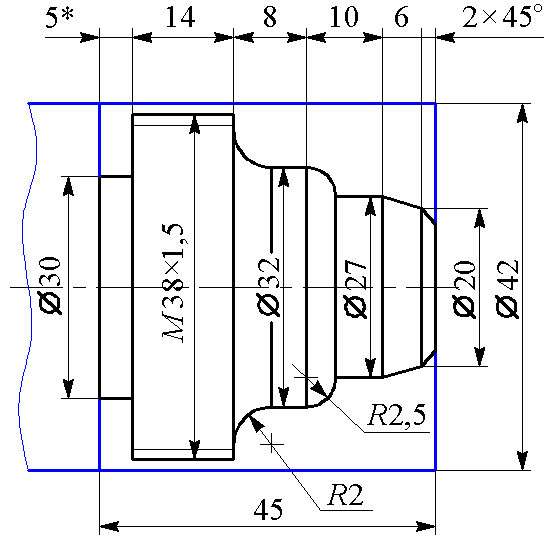
Рис. 4.7. Эскиз обрабатываемой детали для подгруппы 2
4.4. Контрольные вопросы
1. Каковы особенности записи размерных перемещений в управляющих программах для токарных станков с ЧПУ?
2. По какому признаку разделяют основные и дополнительные элементы контура детали при токарной обработке?
3. Какие выделяют типовые схемы движения инструмента при токарной обработке?
4. Каковы основные особенности программирования круговой интерполяции в системе NC-201?
5. Как осуществляется вызов и отмена коррекции на радиус режущей кромки при вершине резца?
6. Каким образом в системе NC-201 производится определение профиля детали?
7. С помощью каких циклов токарной обработки в системе NC-201 может быть произведен вызов профиля детали?
8. Каким образом кодируется проход для нарезания резьбы резцом при токарной обработке?
9. Каков формат цикла нарезания резьбы в системе NC-201?
5. Программирование обработки деталей на станках с ЧПУ в системе SprutCAM
5.1. Цель и задачи работы
Цель работы – приобрести умение работать программировать обработку деталей на токарных и фрезерных станках с ЧПУ в системе SprutCAM.
Основные задачи работы:
• освоить основные приёмы работы в системе SprutCAM;
• научиться программировать обработку деталей на токарных станках с ЧПУ с помощью SprutCAM;
• научиться программировать обработку деталей на фрезерных станках с ЧПУ с помощью SprutCAM.
Работа рассчитана на 7 часов.
5.2. Основные теоретические сведения
5.2.1. Назначение и возможности SprutCAM. Главное окно и режимы работы SprutCAM
Назначение и возможности системы SprutCAM.
Важным классом программного обеспечения, применяемого для подготовки машиностроительного производства, являются CAM-системы, которые обеспечивают разработку управляющих программ для оборудования с ЧПУ.
Примером современной CAM-системы является SprutCAM российской фирмы СПРУТ-Технология. SprutCAM используется при изготовлении деталей машин и конструкций, штампов, пресс-форм, литейных форм, прототипов изделий, при гравировке и вырезке надписей и изображений.
К основным возможностям и характеристикам системы SprutCAM относятся:
• широкий набор операций 2, 2.5, 3 и 5-осевой обработки;
• реализованы операции, токарной, фрезерной, токарно-фрезерной и электроэрозионной обработки; кроме того, поддерживается программирование обработки с помощью промышленных роботов;
• дружественный интерфейс, легкость в использовании и минимальная трудоемкость разработки УП;
• расчет траектории практически с любой точностью и оптимальные траектории инструмента;
• совместимость и интеграция с современными CAD-системами (SolidWorks, КОМПАС-3D, SolidEdge, AutoCAD и др.);
• обширная библиотека готовых постпроцессоров (около 600 шт.) и встроенный генератор постпроцессоров, позволяющий произвести настройку на любую систему ЧПУ;
• реалистичная симуляция процесса обработки.
Главное окно системы и режимы работы.
Главное окно системы SprutCAM с открытым в нём проектом показано на рис. 5.1.
Рис. 5.1. Главное окно системы SprutCAM 8
Система имеет четыре основных режима работы:
- 3D Модель - подготовка геометрической модели,
- 2D Геометрия - дополнительные двумерные построения,
- Технология - формирование процесса обработки
- Моделирование - моделирование обработки.
Управление режимами работы производится выбором соответствующих закладок на панели главного окна системы.
Режим «3D-модель» служит для работы с 3D-моделями обрабатываемых деталей.
В этом режиме производится следующие действия:
• загрузка из файлов геометрической информации;
• корректировка структуры геометрической модели;
• пространственные преобразования объектов;
• генерация новых элементов на основе существующих;
• управление визуальными свойствами объектов.
Все составляющие 3D-модели отображаются в окне редактирования модели (рис. 5.Х).
Рис. 5.Х. Окно редактирования моделей
Режим «2D-геометрия» служит для построения вспомогательных плоских геометрических объектов.
Встроенная <Среда двумерных геометрических построений> позволяет создавать двумерные геометрические объекты в главных плоскостях систем координат. Среда имеет мощные средства построения параметризованных геометрических моделей и возможность их привязки к координатам трехмерной модели.
Режим «Технология» служит для расчета траектории движения инструмента и получения управляющей программы.
В режиме <Технология> задаётся изготавливаемая деталь, исходная заготовка, применяемая оснастка и формируется процесс обработки детали, который представляет собой последовательность технологических операций различных типов. Изменение их очередности и редактирование параметров возможны на любом этапе проектирования техпроцесса. При создании новой технологической операции система автоматически устанавливает весь набор параметров операции в значения 'по умолчанию' с учетом метода обработки и геометрических параметров детали. Набор доступных технологических операций определяется конфигурацией SprutCAM и от выбранного типа оборудования (из списка удаляются те типы операций, которые невозможно выполнить на указанном станке).
Деталь
Заготовка
Оснастка
Обработка
С закладки <Технология> осуществляется доступ к постпроцессору для генерации управляющих программ. Файлы настройки на различные системы ЧПУ формируются <Генератором постпроцессоров>.
Режим «Моделирование» служит для получения изображения обрабатываемой детали в процессе обработки, визуального контроля качества обработки.
Режим <Моделирования> предназначен для эмуляции процесса обработки, спроектированного в режиме <Технология>. Кроме реалистичного отображения процесса обработки производится контроль на столкновение инструмента и оправки с деталью и оснасткой и контроль на превышение допустимых значений технологических параметров.
Методика работы в SprutCAM.
Разработка управляющей программы для станка с ЧПУ в системе SprutCAM состоит из следующих этапов:
1. Импортировать геометрическую модель изготавливаемой детали.
2. Сформировать модели заготовки и технологической оснастки.
3. Создать последовательность технологических переходов, назначить инструменты и параметры обработки.
4. Сгенерировать траекторию обработки детали и управляющую программу в коде CLDATA.
5. С помощью постпроцессора получить управляющую программу для конкретной системы ЧПУ.
В SprutCAM реализована интеграция по прямой передаче данных со следующими CAD-системами: AutoCAD, КОМПАС-3D, Alibre Design, Inventor, Rhinoceros, SolidEdge, SolidWorks.
5.2.2. Программирование токарной обработки
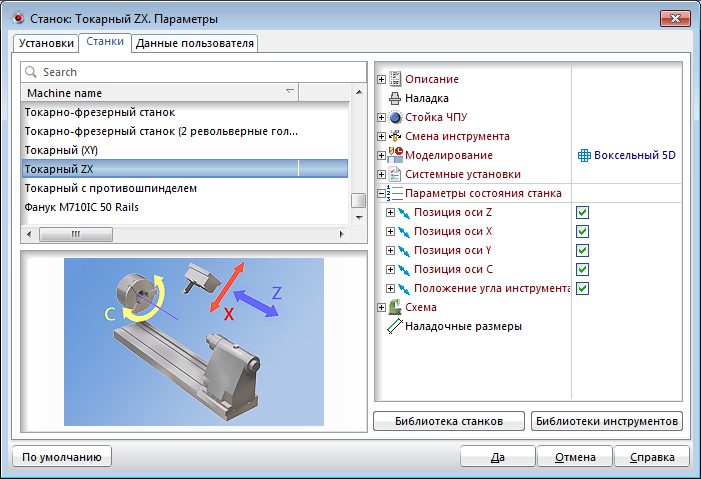
Рис. 5.Х. Диалоговое окно Станок с выбранным токарным станком
РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
Печатные издания.
1. Босинзон М.А. Современные системы ЧПУ и их эксплуатация / М.А. Босинзон; под ред. Б.И. Черпакова. – 2-е изд., стер. – М.: Издательский центр «Академия», 2008. – 192 с.
2. Бунаков П.Ю. Технологическая подготовка производства в САПР. – М.: ДМК Пресс, 2012. – 208 с.
3. Григорьев С.Н., Кохомский М.В., Маслов А.Р. Инструментальная оснастка станков с ЧПУ: Справочник / Под общ. ред. А.Р. Маслова. – М.: Машиностроение, 2006. – 544 с.
4. Каштальян И.А., Клевзович В.И. Обработка на станках с числовым программным управлением: Справ. пособие. – Мн.: Высш. шк., 1989. – 271 с.
5. Кузнецов Ю.И., Маслов А.Р., Байков А.Н. Оснастка для станков с ЧПУ: Справочник. – 2-е изд., перераб. и доп. – М.: Машиностроение, 1990. – 512 с.
6. Ловыгин А.А., Теверовский Л.В. Современный станок с ЧПУ и CAD/CAM-система. – М.: ДМК Пресс, 2012. – 280 с.
7. Малюх В.Н. Введение в современные САПР: курс лекций. – М.: ДМК Пресс, 2014. – 192 с.
8. Морозов В.В. Программирование обработки деталей на современных многофункциональных токарных станках с ЧПУ: учеб. пособие / В.В. Морозов, В.Г. Гусев; Владимир. гос. ун-т. – Владимир: Изд-во Владимир. гос. ун-та, 2009. – 236 с.
9. Металлообрабатывающий твердосплавный инструмент: Справочник / В.С. Самойлов, Э.Ф. Эйхманс, В.А. Фальковский и др. – М.: Машиностроение, 1988. – 388 с.
10. Серебреницкий П.П. Программирование автоматизированного оборудования: учебник для вузов: В 2 ч. Ч. 1. / П.П. Серебреницкий, А.Г. Схиртладзе. – М.: Дрофа, 2008. – 576 с.
11. Серебреницкий П.П. Программирование автоматизированного оборудования: учебник для вузов: В 2 ч. Ч. 2. / П.П. Серебреницкий, А.Г. Схиртладзе. – М.: Дрофа, 2008. – 301 с.
12. Сосонкин В.Л., Мартинов Г.М. Системы числового программного управления: Учеб. пособие. – М.: Логос, 2005. – 296 с.
13. Устройство ЧПУ NC-110, NC-200, NC-210. Руководство оператора. – СПб.: Балт-Систем, 2004. – 150 с.
14. Фельдштейн Е.Э. Обработка деталей на станках с ЧПУ: учеб. пособие / Е.Э. Фельдштейн, М.А. Корниевич. – 3-е изд., доп. – Минск: Новое знание, 2008. – 299 с.
Интернет-ресурсы.
15. http://cncexpert.ru/ – Образовательный сайт по ЧПУ программированию
16. http://isicam.ru/ – Сообщество пользователей CAD/CAM систем в России
17. http://www.sprut.ru/files/SprutCAM8/documentation/rus/index.html – Руководство пользователя SprutCAM 8
Дата добавления: 2017-11-21; просмотров: 6243;
Поиск по сайту
Узнать еще
- C помощью микроскопа
- E). Функциональное программирование
- F). Логическое программирование
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- III. Решение логических задач с помощью рассуждений
- TRACE MODE 6 SOFTLOGIC: программирование контроллеров
- А, б - с помощью накладок; в - внахлестку; 1 - рабочий стержень; 2 - стыковая накладка;3 - сварной шов.
- А. Программирование работы гирлянды, работающей в режиме бегущей волны

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
