Хрупкое разрушение и хрупкая прочность режущих инструментов
При хрупком разрушении инструмента пластическая деформация намного меньше упругой. В зависимости от уровня нагрузки, ее характера и температуры в опасных местах возможно разрушение инструмента в связи с однократной перегрузкой, усталостью, трещинообразованием и т.д. По размерам разрушения на режущей кромке различают: поломку - когда размер отдельной части существенно превышает длину контакта инструмента с деталью и стружкой, сколы - с размерами, близкими к длине контакта, выкрашивания - откалывания мелких участков режущей кромки.
|
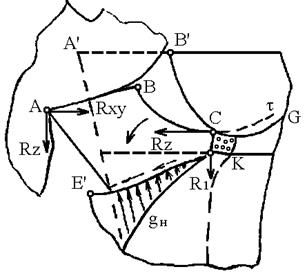
Рис. 12.8. Схема процесса хрупкого разрушения инструмента
Поломка инструментачаще всего является результатом действия чрезмерно большой силы резания, вызывающей в инструментальном материале растягивающее напряжение, превышающее пределы прочности. При непрерывном резании этот вид разрушения происходит обычно при больших значениях подачи и низких скоростях резания. Поломке способствует остаточное напряжение, возникающее в твердом сплаве в результате пайки и заточки. Механически закрепляемые режущие пластины из хрупких твердых сплавов и режущей керамики могут ломаться в результате неправильно выбранной схемы их закрепления. Процесс хрупкого разрушения может быть представлен следующим образом. Под действием силы Рz в точке В' (рис. 12.8) зарождается трещина, направленная вглубь пластины по кривой В'С под углом 20-45°. Раскрытие трещины приводит к увеличению касательных напряжений t, вызывающих появление второй трещины на задней поверхности у основания пластины. Трещины сближаются, в определенный момент происходит поворот второй трещины, блок ABCDE полностью отделяется. В этот момент уменьшение фактического переднего угла приводит к увеличению сил Pz, Pxy и реакций Rz и R1 в точке С. Трещина развивается далее в направлении точки G. Сколы на режущей кромке появляются, как правило, в условиях прерывистого резания, т.е. в условиях строгания, фрезерования, а также при токарной обработке мелких деталей с высокими скоростями резания. Процесс прерывистого резания характеризуется тремя специфическими чертами: геометрическими условиями входа инструмента в заготовку, условиями его выхода из заготовки, а также циклическим изменением силовой и тепловой нагрузок. При входе в заготовку инструмент испытывает удар, т.е. быстрое нарастание силы резания, сопровождаемое ростом напряжений в режущем клине. Тем не менее, многие исследователи считают, что сколы режущей кромки при входе происходят не в связи с броском силы резания, а в связи со случайным защемлением стружки между передней поверхностью инструмента и заготовкой. Для исключения возможности появления сколов при врезании следует обеспечить такие геометрические условия входа, при которых точки начального контакта с заготовкой располагаются по возможности дальше от вершины режущей кромки. Более опасным с точки зрения разрушения инструмента считается момент его выхода из заготовки. На рис. 12.9 представлены два последовательных положения инструмента относительно свободной поверхности заготовки при входе.
В определенный момент времени (рис.12.9) между вершиной режущего клина и свободной поверхностью заготовки образуется так называемая зона отрицательного сдвига В, а положительный сдвиг в зоне А прекращается. При дальнейшем относительном движении в основании зоны В зарождается трещина, проходящая на свободную поверхность вдоль поверхности сдвига в зоне В (рис. 12.9). При этом стружка поворачивается в сторону вершины, а ширина площадки контакта уменьшается от 3h до 1/3h т.е. нагрузка на режущую кромку резко возрастает. Циклическое повторение этого процесса в течение определенного промежутка времени работы инструмента вызывает зарождение в режущем клине усталостных микротрещин, направленных параллельно режущей кромке. За время прохождения инструмента по металлу происходит его нагрев теплом резания, а температурный градиент в сторону элементов узла крепления режущей пластины и корпуса является причиной возникновения термических напряжений. Циклическое изменение этих напряжений за период резания и движения по воздуху может вызвать зарождение так называемых «гребенчатых» микротрещин, направленных перпендикулярно режущей кромке. Под действием механической и тепловой нагрузок продольные и поперечные трещины развиваются, пересекаются друг с другом. Так происходит ослабление режущей кромки, следствием которого являются сколы и выкрашивания.
|

Рис.12.9. Схема вывода инструмента из заготовки при прерывистом резании
Выкрашивания режущей кромки могут появляться также в результате встречи с твердыми включениями в обрабатываемом материале, в результате разрушения нароста, а также как следствие адгезионных контактных процессов. Чем ниже шероховатость контактных поверхностей, тем меньше склонность к выкрашиванию. В связи с этим поверхности инструментов из хрупких материалов, особенно при чистовой обработке, подвергаются доводке и электрохимической обработке.
Дата добавления: 2017-11-21; просмотров: 1644;
Поиск по сайту
Узнать еще
- Асептика, определение. Основной закон асептики. Основные способы стерилизации инструментов, перевязочного материала, белья. Контроль стерильности.
- Б. Испытание нефтепровода на прочность и герметичность
- Бактериофаги- вирусы бактерий. Бактериофагия – процесс взаимодействия фагов с бактериями, заканчивающийся их разрушением.
- Виды геометрий сменных режущих пластин
- Влияние влажности и температуры среды на прочность цементного камня
- Влияние внешних условий на прочность газового промежутка.
- Влияние дефектов и минерального состава на прочность пород
- Влияние модификации порошкообразных наполнителей на адгезионную прочность КМ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
